Home » Posts tagged 'process intensification'
Tag Archives: process intensification
 DRUG APPROVALS BY DR ANTHONY MELVIN CRASTO
.....FOR BLOG HOME CLICK HERE
DRUG APPROVALS BY DR ANTHONY MELVIN CRASTO
.....FOR BLOG HOME CLICK HEREFlag and hits
ORGANIC SPECTROSCOPY

SUBSCRIBE

 Subscribe in a reader
Subscribe in a reader
Enter your email address:
Delivered by FeedBurner
Subscribe to New Drug Approvals by Email![]()

![]()



![]()
![]()





Recent Comments
| shivkr2 on SPSR Excellence Award 2025 – S… | |
| Bonkasaurus on Infigratinib phosphate | |
| PALOVAROTENE | ORGAN… on Palovarotene | |
| Pfizer just purchase… on Temanogrel | |
| Pfizer To Cash In On… on Temanogrel |
Safe Generation and Synthetic Utilization of Hydrazoic Acid in a Continuous Flow Reactor.

Safe Generation and Synthetic Utilization of Hydrazoic Acid in a Continuous Flow Reactor.
B. Gutmann, J.-P. Roduit, D. Roberge, C. O. Kappe, J. Flow Chem. 2012, 2,8-19.
http://www.akademiai.com/content/l622j82k3171t080/?p=0213e26b691f494d8eb782308d34fe77&pi=2
Authors
1Christian Doppler Laboratory for Microwave Chemistry and Institute of Chemistry, Karl-Franzens-University Graz A-8010 Heinrichstrasse 28 Graz Austria
2Microreactor Technology, Lonza AG CH-3930 Visp Switzerland
Abstract
Hydrazoic acid (HN3) was used in a safe and reliable way for the synthesis of 5-substitued-1H-tetrazoles and for the preparation of N-(2-azidoethyl)acylamides in a continuous flow format. Hydrazoic acid was generated in situ either from an aqueous feed of sodium azide upon mixing with acetic acid, or from neat trimethylsilyl azide upon mixing with methanol.
For both processes, subsequent reaction of the in situ generated hydrazoic acid with either organic nitriles (tetrazole formation) or 2-oxazolines (ring opening to β-azido-carboxamides) was performed in a coil reactor in an elevated temperature/pressure regime. Despite the explosive properties of HN3, the reactions could be performed safely at very high temperatures to yield the desired products in short reaction times and in excellent product yields.
The scalability of both protocols was demonstrated for selected examples. Employing a commercially available benchtop flow reactor, productivities of 18.9 g/h of 5-phenyltetrazole and 23.0 g/h of N-(1-azido-2-methylpropan- 2-yl)acetamide were achieved.

Keywords
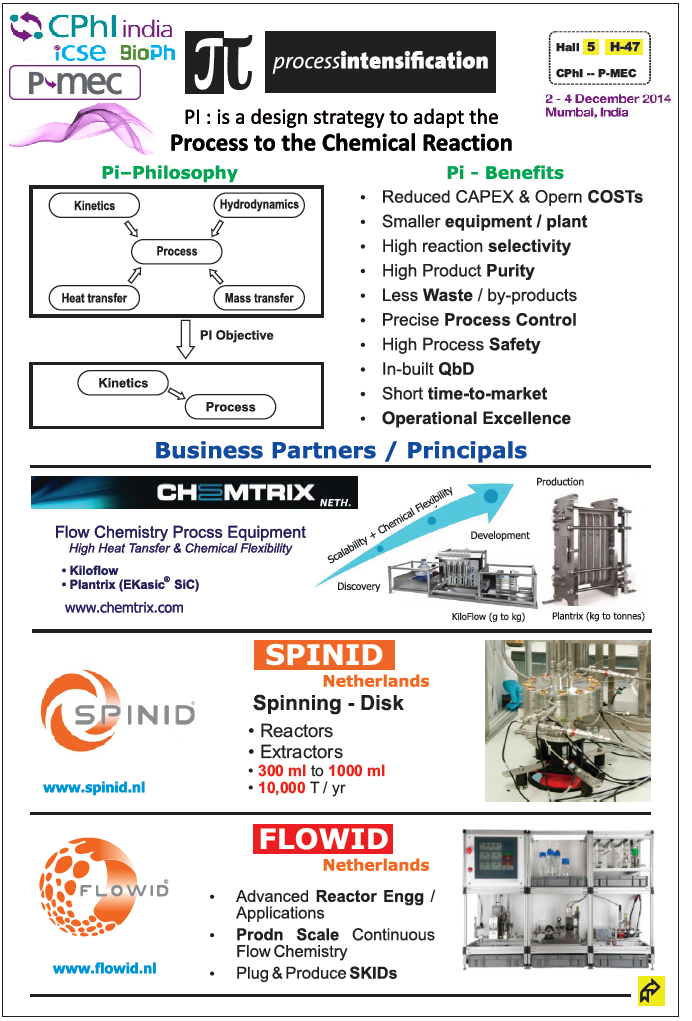
Pi-Process Intensification Experts LLP at CPhI Mumbai India 3rd Dec 2014…My visit

Process Intensification
Creating competitive advantage through Improved and consistent quality, high efficiencies and maximum flexibility.
Safer, Cleaner, Smaller, Cheaper and Smarter processes , The basic principle of Process Intensification is to fit the equipment to the process and not process to the equipment, as is the case now.
Process Intensification can achieve drastic improvement in the time cycle and yields as well as converting batch processes to continuous process using specialized set of equipment. The design philosophy in process intensification is to design a process which has Chemical Kinetics as its only limitation. See the illustration below
“Process Intensification by Kinetics alone controlling the reaction, using specialized equipments; modification / telescoping of process steps achieves drastic reduction in time cycles and converts batch processes to continuous ; Reduced energy consumption, Reduced by-product formation; sustainability , hazard-containment, compliance to QbD and PAT and importantly a much faster time-to-market”

Illustrative examples are as follows:
- Watt’s aldol reaction: Time needed to reach 100 % conversion 20 minutes against 24 hours in batch process
- Fisher Esterification:
 gives 83% yield against 15% in batch process
gives 83% yield against 15% in batch process - Grignard Reaction: gives 78% yield against 49% in batch process
- Nitration Reaction: Product purity increase from 56% to 78% and yield of mononitrate increases 55% to 75%.
- Other Reactions: Acetylation, Amine Protection, Carbonylation, Claisen Schmidt Reaction, Esterification, Hydrogenation, Hydrolysis, Methylation, Oxidation, Phosgenation, Sulphonation, Suzuki Coupling Ring Expansion

Benefits of Process Intensification (PI) Techniques
Sponsored Projects
Scale-up for Retrofitting in existing plant as well as greenfield projects based on flow chemistry data generated in our laboratory. A well-equipped Laboratory and Pilot Plant set-up is available at our “Pi-Lab” for carrying out “FLOW Chemistry” based Reactions and utilizing numerous Process Intensification techniquesfor Unit-Processes & Unit-Operations for the industry to reap the benefits of Process Intensification.
The laboratory and pilot plant data will be utilized to provide the plant scale design using specialized equipments like micro-reactors, micro-plate-reactors in SiC, monolithic loop reactors, spinning disk reactors-cum-heat exchangers, FUMI reactors, dynamic mixing reactors, oscillatory baffled reactors (OBR), Bio-catalytic impregnated membrane Reactors, and other modern state-of-the-art equipments enabling conversion of batch to continuous flow processes.
We handle hazardous chemistries with very high exotherms (upto 1300 J/gm) safely in the range of -70oC to + 250oC with pressures upto 200 bar, and with reaction times from 0.03 sec to 1 hour and reactor volumes from 0.2 ml to 100 ml (Lab) and 1 L (Pilot) — yielding from 20 gms to 8 Kgs/hour (Lab) and 500 gms to 200 Kgs/hour (Pilot).
Scale Up – Flexibility & Adaptability
![]() …… will provide all the services for scale up to the sizes desired by clients by utilizing data from Laboratory trials.
…… will provide all the services for scale up to the sizes desired by clients by utilizing data from Laboratory trials.


Rental
A range of Flow Chemistry and Process Intensification equipments can be offered on rent. This enables the users to get the hands-on experience so as to select the apt equipments for their needs.
CEO
Pi-Process Intensification Experts LLP
Plot-W-33, M.I.D.C. Industrial Area
TALOJA – 410208, Navi Mumbai, INDIA
email : vk@pi-inc.co
www.pi-inc.co
Tel: +91-9321342022 // +91-9821342022

some pics from hall 5 -H-47 at cphi mumbai india dec 3 2014