
FLAGS AND HITS
 DRUG APPROVALS BY DR ANTHONY MELVIN CRASTO
DRUG APPROVALS BY DR ANTHONY MELVIN CRASTO FACEBOOK
...................................................................Join me on twitter
FACEBOOK
...................................................................Join me on twitter
 ..................................................................Join me on google plus
..................................................................Join me on google plus
 Googleplus
GoogleplusMYSELF

Patiromer

Patiromer
1260643-52-4 FREE FORM
CAS 1208912-84-8
(C10 H10 . C8 H14 . C3 H3 F O2 . 1/2 Ca)x
2-Propenoic acid, 2-fluoro-, calcium salt (2:1), polymer with diethenylbenzene and 1,7-octadiene
RLY5016
RELYPSA INNOVATOR
Patiromer is a powder for suspension in water for oral administration, approved in the U.S. as Veltassa in October, 2015. Patiromer is supplied as patiromer sorbitex calcium which consists of the active moiety, patiromer, a non-absorbed potassium-binding polymer, and a calcium-sorbitol counterion. Each gram of patiromer is equivalent to a nominal amount of 2 grams of patiromer sorbitex calcium. The chemical name for patiromer sorbitex calcium is cross-linked polymer of calcium 2-fluoroprop-2-enoate with diethenylbenzene and octa-1,7-diene, combination with D-glucitol. Patiromer sorbitex calcium is an amorphous, free-flowing powder that is composed of individual spherical beads.
Veltassa is a powder for suspension in water for oral administration. The active ingredient is patiromer sorbitex calcium which consists of the active moiety, patiromer, a non-absorbed potassium-binding polymer, and a calcium-sorbitol counterion.

Each gram of patiromer is equivalent to a nominal amount of 2 grams of patiromer sorbitex calcium. The chemical name for patiromer sorbitex calcium is cross-linked polymer of calcium 2-fluoroprop-2-enoate with diethenylbenzene and octa-1,7-diene, combination with D-glucitol.
Mechanism of Action
Veltassa is a non-absorbed, cation exchange polymer that contains a calcium-sorbitol counterion. Veltassa increases fecal potassium excretion through binding of potassium in the lumen of the gastrointestinal tract. Binding of potassium reduces the concentration of free potassium in the gastrointestinal lumen, resulting in a reduction of serum potassium levels.

Treatment of Hyperkalemia
Hyperkalemia is usually asymptomatic but occasionally can lead to life-threatening cardiac arrhythmias and increased all-cause and in-hospital mortality, particularly in patients with CKD and associated cardiovascular diseases (Jain et al., 2012; McMahon et al., 2012; Khanagavi et al., 2014). However, there is limited evidence from randomized clinical trials regarding the most effective therapy for acute management of hyperkalemia (Khanagavi et al., 2014) and a Cochrane analysis of emergency interventions for hyperkalemia found that none of the studies reported mortality or cardiac arrhythmias, but reports focused on PK (Mahoney et al., 2005). Thus, recommendations are based on opinions and vary with institutional practice guidelines (Elliot et al., 2010; Khanagavi et al., 2014). Management of hyperkalemia includes reducing potassium intake, discontinuing potassium supplements, treatment of precipitating risk factors, and careful review of prescribed drugs affecting potassium homeostasis. Treatment of life-threatening hyperkalemia includes nebulized or inhaled beta-agonists (albuterol, salbutamol) or intravenous (IV) insulin-and-glucose, which stimulate intracellular potassium uptake, their combination being more effective than either alone. When arrhythmias are present, IV calcium might stabilize the cardiac resting membrane potential. Sodium bicarbonate may be indicated in patients with severe metabolic acidosis. Potassium can be effectively eliminated by hemodialysis or increasing its renal (loop diuretics) and gastrointestinal (GI) excretion with sodium polystyrene sulfonate, an ion-exchange resin that exchanges sodium for potassium in the colon. However, this resin produces serious GI adverse events (ischemic colitis, bleeding, perforation, or necrosis). Therefore, there is an unmet need of safer and more effective drugs producing a rapid and sustained PK reduction in patients with hyperkalemia.
In this article we review two new polymer-based, non-systemic oral agents, patiromer calcium (RLY5016) and zirconium silicate (ZS-9), under clinical development designed to induce potassium loss via the GI tract, particularly the colon, and reduce PK in patients with hyperkalemia.
1. Patiromer calcium
This metal-free cross-linked fluoroacrylate polymer (structure not available) exchanges cations through the gastrointestinal (GI) tract. It preferentially binds soluble potassium in the colon, increases its fecal excretion and reduces PK under hyperkalemic conditions.
The development program of patiromer includes several clinical trials. An open-label, single-arm study evaluated a titration regimen for patiromer in 60 HF patients with CKD treated with ACEIs, ARBs, or beta blockers (clinicaltrials.gov identifier: NCT01130597). Another open-label, randomized, dose ranging trial determined the optimal starting dose and safety of patiromer in 300 hypertensive patients with diabetic nephropathy treated with ACEIs and/or ARBs, with or without spironolactone (NCT01371747). The primary outcomes were the change in PK from baseline to the end of the study. Unfortunately, the results of these trials were not published.
In a double-blind, placebo-controlled trial (PEARL-HF, NCT00868439), 105 patients with a baseline PK of 4.7 mmol/L and HF (NYHA class II-III) treated with spironolactone in addition to standard therapy were randomized to patiromer (15 g) or placebo BID for 4 weeks (Pitt et al., 2011). Spironolactone, initiated at 25 mg/day, was increased to 50 mg/day on day 15 if PK was ≤5.1 mmol/L. Patients were eligible for the trial if they had either CKD (eGFR <60 ml/min) or a history of hyperkalemia leading to discontinuation of RAASIs or beta-blockers. Compared with placebo, patiromer decreased the PK (-0.22 mmol/L, while PK increased in the placebo group +0.23 mmol/L, P<0.001), and the incidence of hyperkalemia (7% vs. 25%, P=0.015) and increased the number of patients up-titrated to spironolactone 50 mg/day (91% vs. 74%, P=0.019). A similar reduction in PK and hyperkalemia was observed in patients with an eGFR <60 ml/min. Patiromer produced more GI adverse events (flatulence, diarrhea, constipation, vomiting: 21% vs 6%), hypokalemia (<4.0 mmol/L: 47% vs 10%, P<0.001) and hypomagnesaemia (<1.8 mg/dL: 24% vs. 2.1%), but similar adverse events leading to study discontinuation compared to placebo. Unfortunately, recruited patients had normokalemia and basal eGFR in the treatment group was 84 ml/min. Thus, this study did not answer whether patiromer is effective in reducing PK in patients with CKD and/or HF who develop hyperkalemia on RAASIs.
A two-part phase 3 study evaluated the efficacy and safety of patiromer in the treatment of hyperkalemia (NCT01810939). In a single-blind phase (part A) 243 patients with hyperkalemia and CKD (102 with HF) on RAASIs were treated with patiromer BID for 4 weeks: 4.2 g in patients with mild hyperkalemia (5.1-<5.5 mmol/L, n=92) and 8.4 g in patients with moderate-to-severe hyperkalemia (5.5-<6.5 mmol/L, n=151). Part B was a placebo-controlled, randomized, withdrawal phase designed to confirm the maintained efficacy of patiromer and the recurrent hyperkalemia following that drug’s withdrawal. Patients (n=107) who completed phase A with a normal PK were randomized to continue on patiromer (27 with HF) or placebo (22 with HF) besides RAASIs for 8 weeks. The primary endpoint was the difference in mean PK between the patiromer and placebo groups from baseline to the end of the study or when the patient first had a PK <3.8 or ≥5.5 mmol/L. In part A patiromer produced a rapid reduction in PK that persisted throughout the study in patients with and without HF (-1.06 and -0.98 mmol/L, respectively; both P<0.001 vs. placebo); three-fourths of patients in both groups had normal PK (3.8-<5.1 mmol/L) at 4 weeks. In part B patiromer reduced PK (-0.64 mmol/L) in patients with or without HF (P<0.001). As compared with placebo, fewer patients, with or without HF, presented recurrent hyperkalemia in the patiromer group or required RAASI discontinuation regardless of HF status (Pitt, 2014). Patiromer was well-tolerated, with a safety profile similar to placebo even in HF patients. The most common adverse events were nausea, diarrhea, and hypokalemia.
INDICATIONS AND USAGE
Veltassa is a potassium binder indicated for the treatment of hyperkalemia.
Veltassa should not be used as an emergency treatment for lifethreatening hyperkalemia because of its delayed onset of action.
Patiromer (USAN, trade name Veltassa) is a drug used for the treatment of hyperkalemia (elevated blood potassium levels), a condition that may lead to palpitations and arrhythmia (irregular heartbeat). It works by binding potassium in the gut.[1][2]

Medical uses
Patiromer is used for the treatment of hyperkalemia, but not as an emergency treatment for life-threatening hyperkalemia, because it acts relatively slowly.[2] Such a condition needs other kinds of treatment, for example calcium infusions, insulin plus glucose infusions, salbutamol inhalation, and hemodialysis.[3]
Typical reasons for hyperkalemia are renal insufficiency and application of drugs that inhibit the renin–angiotensin–aldosterone system (RAAS) – e.g. ACE inhibitors, angiotensin II receptor antagonists, or potassium-sparing diuretics – or that interfere with renal function in general, such as nonsteroidal anti-inflammatory drugs (NSAIDs).[4][5]
Adverse effects
Patiromer was generally well tolerated in studies. Side effects that occurred in more than 2% of patients included in clinical trials were mainly gastro-intestinal problems such as constipation, diarrhea, nausea, and flatulence, and also hypomagnesemia (low levels of magnesium in the blood) in 5% of patients, because patiromer binds magnesium in the gut as well.[2][6]
Interactions
No interaction studies have been done in humans. Patiromer binds to many substances besides potassium, including numerous orally administered drugs (about half of those tested in vitro). This could reduce their availability and thus effectiveness,[2] wherefore patiromer has received a boxed warning by the US Food and Drug Administration (FDA), telling patients to wait for at least six hours between taking patiromer and any other oral drugs.[7]
Pharmacology
Mechanism of action
Patiromer works by binding free potassium ions in the gastrointestinal tract and releasing calcium ions for exchange, thus lowering the amount of potassium available for absorption into the bloodstream and increasing the amount that is excreted via the feces. The net effect is a reduction of potassium levels in the blood serum.[2][4]
Lowering of potassium levels is detectable 7 hours after administration. Levels continue to decrease for at least 48 hours if treatment is continued, and remain stable for 24 hours after administration of the last dose. After this, potassium levels start to rise again over a period of at least four days.[2]
Pharmacokinetics
Patiromer is not absorbed from the gut, is not metabolized, and is excreted in unchanged form with the feces.[2]
Physical and chemical properties
The substance is a cross-linked polymer of 2-fluoroacrylic acid (91% in terms of amount of substance) with divinylbenzenes (8%) and 1,7-octadiene (1%). It is used in form of its calcium salt (ratio 2:1) and with sorbitol (one molecule per two calcium ions or four fluoroacrylic acid units), a combination called patiromer sorbitex calcium.[8]
-
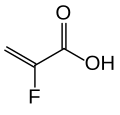
2-fluoroacrylic acid
-

o-divinylbenzene
-

p-divinylbenzene
-

1,7-octadiene


Patiromer sorbitex calcium is an off-white to light brown, amorphous, free-flowing powder. It is insoluble in water, 0.1 M hydrochloric acid, heptane, and methanol.[2][8]
Hyperkalemia Is a Clinical Challenge
Hyperkalemia may result from increased potassium intake, impaired distribution between the intracellular and extracellular spaces, and/or conditions that reduce potassium excretion, including CKD, hypertension, diabetes mellitus, or chronic heart failure (HF) (Jain et al., 2012). Additionally, drugs and nutritional/herbal supplements (Table 1) can produce hyperkalemia in up to 88% of hospitalized patients by impairing normal potassium regulation (Hollander-Rodríguez and Calvert, 2006; Khanagavi et al., 2014).
 Although the prevalence of hyperkalemia in the general population is unknown, it is present in 1-10% of hospitalized patients depending on how hyperkalemia is defined (McMahon et al., 2012; Gennari, 2002). Hyperkalemia is a common problem in patients with conditions that reduce potassium excretion, especially when treated with beta-adrenergic blockers that inhibit Na+,K+-ATPase activity or RAAS inhibitors (RAASIs) [angiotensin-converting-enzyme inhibitors (ACEIs), angiotensin receptor blockers (ARBs), mineralocorticoid receptor antagonists or renin inhibitors] that decrease aldosterone excretion (Jain et al., 2012; Weir and Rolfe, 2010). The incidence of hyperkalemia with RAASIs in monotherapy is low (≤2%) in patients without predisposing factors, but increases with dual RAASIs (5%) and in patients with risk factors such as CKD, HF, and/or diabetes (5-10%) (Weir and Rolfe, 2010). Thus, hyperkalemia is a key limitation to fully titrate RAASIs in these patients who are most likely to benefit from treatment. Thus, we need new drugs to control hyperkalemia in these patients while maintaining the use of RAASIs.
Although the prevalence of hyperkalemia in the general population is unknown, it is present in 1-10% of hospitalized patients depending on how hyperkalemia is defined (McMahon et al., 2012; Gennari, 2002). Hyperkalemia is a common problem in patients with conditions that reduce potassium excretion, especially when treated with beta-adrenergic blockers that inhibit Na+,K+-ATPase activity or RAAS inhibitors (RAASIs) [angiotensin-converting-enzyme inhibitors (ACEIs), angiotensin receptor blockers (ARBs), mineralocorticoid receptor antagonists or renin inhibitors] that decrease aldosterone excretion (Jain et al., 2012; Weir and Rolfe, 2010). The incidence of hyperkalemia with RAASIs in monotherapy is low (≤2%) in patients without predisposing factors, but increases with dual RAASIs (5%) and in patients with risk factors such as CKD, HF, and/or diabetes (5-10%) (Weir and Rolfe, 2010). Thus, hyperkalemia is a key limitation to fully titrate RAASIs in these patients who are most likely to benefit from treatment. Thus, we need new drugs to control hyperkalemia in these patients while maintaining the use of RAASIs.
History
Studies
In a Phase III multicenter clinical trial including 237 patients with hyperkalemia under RAAS inhibitor treatment, 76% of participants reached normal serum potassium levels within four weeks. After subsequent randomization of 107 responders into a group receiving continued patiromer treatment and a placebo group, re-occurrence of hyperkalemia was 15% versus 60%, respectively.[9]
Approval
The US FDA approved patiromer in October 2015.[7] The drug is not approved in Europe as of January 2016.
PATENT
PATENT
CLIP
https://www.oatext.com/polymer-and-heterocyclic-compounds-their-utility-and-application-as-drug.php
The Structure of some commercially available polymer sequestrant drugs, were as follows:
Were sorbitol, which is frequently dosed with SPS as a laxative the risk of swelling of above drugs Leeds to some improvements to the above drudge polymers to increase of its capacity and reducing its swelling property sevelamer is changed into cross liked N,N, N,N-tetrakis (3-aminopropyl) butane-1,4-diamin (Schemes 6, 7) as illustrated below support the safety profile in clinical studies of up to 52 weeks it is approved for treatment of hyperphosphatemia by FDA in 1998.
Scheme 6. Showing the network formation of patiromer amine residue
Scheme 7. Synthetic steps of Patiromer
Patiromer is a non-absorbed, potassium-sequestering polymer which is a crosslinked form of poly (fluoroacrylic acid).The fluorine substituent lowers the pKa of the acid group in patiromer compared to acrylic acid such that a higher proportion of acid groups are available for ion binding.
Suspension polymerization during patiromer manufacture allows for the generation of monodisperse uniform polymer particles, with spherical shape, controlled size distribution, and low swelling. The bead particles have a median diameter of around 100 µm. Patiromer was approved by the FDA for the treatment of hyperkalemia in 2015 based on clinical studies showing effective potassium lowering and acceptable safety profile in clinical studies of up to 52 weeks duration.
PATENT
https://patents.google.com/patent/WO2017109658A1/en

wherein m is the number of 2-fluoro-2-propanoate groups and



wherein m, n, p and * are as defined above, characterized in that the polymerization reaction to obtain the compound of formula (III) is carried out in the presence of a water-soluble radical initiator and of an inert dispersing agent.
References
- 1 Henneman, A; Guirguis, E; Grace, Y; Patel, D; Shah, B (2016). “Emerging therapies for the management of chronic hyperkalemia in the ambulatory care setting”. American Journal of Health-System Pharmacy 73 (2): 33–44. doi:10.2146/ajhp150457. PMID 26721532.
- 2FDA Professional Drug Information for Veltassa.
- 3Vanden Hoek TL, Morrison LJ, Shuster M, Donnino M, Sinz E, Lavonas EJ, Jeejeebhoy FM, Gabrielli A; Morrison; Shuster; Donnino; Sinz; Lavonas; Jeejeebhoy; Gabrielli (2010-11-02). “Part 12: cardiac arrest in special situations: 2010 American Heart Association Guidelines for Cardiopulmonary Resuscitation and Emergency Cardiovascular Care”. Circulation 122 (18 Suppl 3): S829–61. doi:10.1161/CIRCULATIONAHA.110.971069. PMID 20956228.
- 4Esteras, R.; Perez-Gomez, M. V.; Rodriguez-Osorio, L.; Ortiz, A.; Fernandez-Fernandez, B. (2015). “Combination use of medicines from two classes of renin-angiotensin system blocking agents: Risk of hyperkalemia, hypotension, and impaired renal function”. Therapeutic Advances in Drug Safety 6 (4): 166. doi:10.1177/2042098615589905. PMID 26301070.
- 5Rastegar, A; Soleimani, M (2001). “Hypokalaemia and hyperkalaemia”. Postgraduate Medical Journal 77 (914): 759–64. doi:10.1136/pmj.77.914.759. PMC 1742191. PMID 11723313.
- 6Tamargo, J; Caballero, R; Delpón, E (2014). “New drugs for the treatment of hyperkalemia in patients treated with renin-angiotensin-aldosterone system inhibitors — hype or hope?”. Discovery medicine 18 (100): 249–54. PMID 25425465.
- 7″FDA approves new drug to treat hyperkalemia”. FDA. 21 October 2015.
- 8RxList: Veltassa.
- 9Weir, Matthew R.; Bakris, George L.; Bushinsky, David A.; Mayo, Martha R.; Garza, Dahlia; Stasiv, Yuri; Wittes, Janet; Christ-Schmidt, Heidi; Berman, Lance; Pitt, Bertram (2015). “Patiromer in Patients with Kidney Disease and Hyperkalemia Receiving RAAS Inhibitors”. New England Journal of Medicine 372 (3): 211. doi:10.1056/NEJMoa1410853. PMID 25415805.
 |
|
| Systematic (IUPAC) name | |
|---|---|
|
2-Fluoropropenoic acid, cross-linked polymer with diethenylbenzene and 1,7-octadiene
|
|
| Clinical data | |
| Trade names | Veltassa |
| AHFS/Drugs.com | entry |
| Legal status |
|
| Routes of administration |
Oral suspension |
| Pharmacokinetic data | |
| Bioavailability | Not absorbed |
| Metabolism | None |
| Onset of action | 7 hrs |
| Duration of action | 24 hrs |
| Excretion | Feces |
| Identifiers | |
| CAS Number | 1260643-52-4 1208912-84-8 (calcium salt) |
| ATC code | None |
| PubChem | SID 135626866 |
| DrugBank | DB09263 |
| UNII | 1FQ2RY5YHH |
| KEGG | D10148 |
| ChEMBL | CHEMBL2107875 |
| Synonyms | RLY5016 |
| Chemical data | |
| Formula | [(C3H3FO2)182·(C10H10)8·(C8H14)10]n
[Ca91(C3H2FO2)182·(C10H10)8·(C8H14)10]n (calcium salt) |
////
Mr. Glenn Saldanha Chairman & and Managing Director, Glenmark Pharmaceuticals Limited, conferred ‘India Pharma Leader Award’ by the Government of India

Mr. Glenn Saldanha Chairman & and Managing Director, Glenmark Pharmaceuticals Limited, conferred ‘India Pharma Leader Award’ by the Government of India
Indian Ministry for Chemicals and Fertilizers on Thursday conferred 1st India Pharma awards to 12 Indian drug companies under various categories to motivate Indian Pharma and medical devices industries.
As per reports, Union Minister for Chemicals and Fertilizers Ananth Kumar conferred 1st India Pharma awards in Bengaluru on Thursday evening.
Speaking on the occasion, Ananth Kumar said that the Pharma Industry in the country is growing at a higher rate than GDP and needs to be complimented for this.
“Indian government would like domestic Pharma industry to be global leaders,” he said, adding that the government and the Pharma entrepreneurs will work together as team Pharma India, with the aim of serving millions of ailing people. He also assured full support to the industry.
The awards constituted by Department of Pharmaceuticals were given to outstanding Pharma Industries to motivate Indian Pharma and medical devices industries. The winner of the awards are:
CATEGORY OF AWARD NAME OF THE COMPANY
OVERALL INDIA PHARMA EXCELLENCE AWARD CADILA HEALTHCARE LIMITED
INDIA PHARMA LEADER AWARD GLENN SALDANA, CHAIRMAN & MANAGING DIRECTOR, GLENMARK PHARMACEUTICALS LIMITED
INDIA PHARMA COMPANY OF THE YEAR AWARD LUPIN LIMITED
INDIA PHARMA BULK DRUG COMPANY OF THE YEAR AWARD SMS PHARMACEUTICALS LTD
INDIA PHARMA INNOVATION OF THE YEAR AWARD CADILA HEATHCARE LIMITED
INDIA PHARMA RESEARCH AND DEVELOPMENT ACHIEVEMENT AWARD SUN PHARMACEUTICALS INDUSTRIES LTD
INDIA PHARMA CORPORATE SOCIAL RESPONSIBILITY PROGRAMME OF THE YEAR AWARD ABBOTT INDIA LIMTED
INDIA PHARMA MEDICAL DEVICES COMPANY OF THE YEAR AWARD HARSORIA HEALTHCARE PVT LTD
INDIA PHARMA EXPORT COMPANY OF THE YEAR AWARD CAMUS PHARMA PVT LTD
INDIA PHARMA BULK DRUG EXPORT COMPANY OF THE YEAR SMS PHARMACEUTICALS LTD
INDIA PHARMA MEDICAL DEVICES EXPORT COMPANY OF THE YEAR AWARD SCOPE MEDICAL DEVICES PVT LTD
SPECIAL AWARD: PHARMA PSU COMPANY OF THE YEAR AWARD KARNATAKA ANTIBIOTICS AND PHARMACEUTICALS LIMITED, A PSU UNDER DEPARTMENT OF PHARMACEUTICALS
CLIP
India Pharma Awards given by Minister of Chemicals and …
pib.nic.in/newsite/PrintRelease.aspx?relid=134291
Jan 8, 2016 – OVERALL INDIA PHARMA EXCELLENCE AWARD. CADILA HEALTHCARE LIMITED. INDIA PHARMA LEADER AWARD. SHRI GLENN …
Press Information Bureau
Government of India
Ministry of Chemicals and Fertilizers
08-January-2016 12:49 IST
India Pharma Awards given by Minister of Chemicals and Fertilizers
The Union Minister for Chemicals and Fertilizers, Shri Ananth Kumar gave away the 1st India Pharma awards in Bengaluru on Thursday evening. The awards constituted by Department of Pharmaceuticals were given to outstanding Pharma Industries to motivate Indian Pharma and medical devices industries. The winner of the awards are:
| CATEGORY OF AWARD | NAME OF THE COMPANY |
| OVERALL INDIA PHARMA EXCELLENCE AWARD | CADILA HEALTHCARE LIMITED |
| INDIA PHARMA LEADER AWARD | SHRI GLENN SALDANA, CHAIRMAN & MANAGING DIRECTOR, GLENMARK PHARMACEUTICALS LIMITED |
| INDIA PHARMA COMPANY OF THE YEAR AWARD | LUPIN LIMITED |
| INDIA PHARMA BULK DRUG COMPANY OF THE YEAR AWARD | SMS PHARMACEUTICALS LTD |
| INDIA PHARMA INNOVATION OF THE YEAR AWARD | CADILA HEATHCARE LIMITED |
| INDIA PHARMA RESEARCH AND DEVELOPMENT ACHIEVEMENT AWARD | SUN PHARMACEUTICALS INDUSTRIES LTD |
| INDIA PHARMA CORPORATE SOCIAL RESPONSIBILITY PROGRAMME OF THE YEAR AWARD | ABBOTT INDIA LIMTED |
| INDIA PHARMA MEDICAL DEVICES COMPANY OF THE YEAR AWARD | HARSORIA HEALTHCARE PVT LTD |
| INDIA PHARMA EXPORT COMPANY OF THE YEAR AWARD | CAMUS PHARMA PVT LTD |
| INDIA PHARMA BULK DRUG EXPORT COMPANY OF THE YEAR | SMS PHARMACEUTICALS LTD |
| INDIA PHARMA MEDICAL DEVICES EXPORT COMPANY OF THE YEAR AWARD | SCOPE MEDICAL DEVICES PVT LTD |
| SPECIAL AWARD: PHARMA PSU COMPANY OF THE YEAR AWARD | KARNATAKA ANTIBIOTICS AND PHARMACEUTICALS LIMITED, A PSU UNDER DEPARTMENT OF PHARMACEUTICALS |
Speaking on the occasion the Shri Ananth Kumar said that the Pharma Industry in the country is growing at a higher rate than GDP and needs to be complimented for this. He said that the government would like domestic Pharma industry to be global leaders. He said that the government and the Pharma entrepreneurs will work together as team Pharma India, with the aim of serving millions of ailing people. Shri Ananth Kumar assured full support to the industry.


References
Click to access First%20India%20Pharma%20Awards%202015.pdf
http://pib.nic.in/newsite/PrintRelease.aspx?relid=134291
http://www.glenmarkpharma.com/common/pdf/Glenn_Saldanha-Profile.pdf
Click to access First%20India%20Pharma%20Awards%202015%20%20Final.pdf
Click to access First%20India%20Pharma%20Awards%202015.pdf
////
WO 2016012938, New patent, LINACLOTIDE, DR. REDDY’S LABORATORIES LIMITED,
WO2016012938, IMPROVED PROCESS FOR PREPARATION OF AMORPHOUS LINACLOTIDE
DR. REDDY’S LABORATORIES LIMITED [IN/IN]; 8-2-337, Road No 3, Banjara Hills, Telangana, INDIA Hyderabad 500034 (IN)
KALITA, Dipak; (IN).
NIVRUTTI, Ramrao Jogdand; (IN).
BALAKUMARAN, Kesavan; (IN).
DESHMUKH, Shivshankar; (IN).
VUTUKURU, Naga Chandra Sekhar; (IN).
KASINA, Vara Prasad; (IN).
NALAMOTHU, Sivannarayana; (IN).
VILVA, Mohan Sundaram; (IN).
KHAN, Rashid Abdul Rehman; (IN).
TIRUMALAREDDY, Ramreddy; (IN).
MUSTOORI, Sairam; (IN)
![]()
The present application relates to an improved process for the formation of disulfide bonds in linaclotide. The present application also relates to an improved process for the purification of linaclotide.
The present application relates to an improved process for the preparation of amorphous linaclotide. Specifically, the present application relates to an improved process for the formation of disulfide bonds in linaclotide. The present application further relates to a purification process for the preparation of amorphous linaclotide.
INTRODUCTION
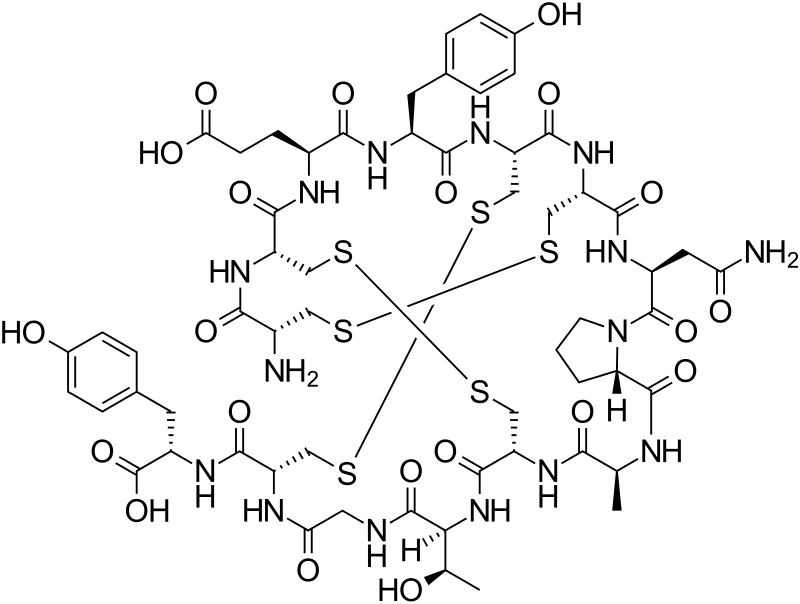
Linaclotide is a 14-residue peptide which is an agonist of the guanylate cyclase type-C receptor. Linaclotide may be used for the treatment of chronic constipation and irritable bowel syndrome. Structurally, linaclotide has three disulfide bonds and they are present between Cys1-Cys6, Cys2-Cys-10 and Cys5-Cys13. The structure of linaclotide is shown below:
1 2 3 4 5 6 7 8- 9 10 11 12 13 14

Benitez et al. Peptide Science, 2010, Vol. 96, No. 1 , 69-80 discloses a process for the preparation of linaclotide. The process involves the use of 2-chlorotrityl (CTC) resin and 9-fluorenylmethoxycarbonyl (Fmoc) chemistry. The Cys residues are protected by Trt (trityl) group. The amino acids are coupled to one another using 3 equivalents of 1 -[bis(dimethylamino)methylene]-6-chloro-1 H-benzotriazolium hexafluorophosphate 3-oxide (HCTU) as coupling agent and 6 equivalents of diisoprpylethylamine (DIEA) as base in dimethylformamide (DMF). The Fmoc group is removed using piperidine-DMF (1 :4). The Cys residues are incorporated using 3 equivalents of Ν,Ν’-diisopropylcarbodiimide (DIPCDI) as coupling agent and 3 equivalents of 1 -hydroxybenzotriazole (HOBt) as an activating agent. After the elongation of the peptide chain, the peptide was cleaved from the solid support (CTC resin) by first treating with 1 % trifluoroacetic acid (TFA) and then with a mixture of TFA, triisoprpylsilane (TIS) and water in the ratio of 95:2.5:2.5. The disulfide bonds are prepared by subjecting the linear peptide to air oxidation in sodium dihydrogen phosphate (100 mM) and guanidine hydrochloride buffer (2 mM).
US2010/261877A1 discloses a process for purification of linaclotide. The process involves first purification of crude peptide by reverse-phase chromatographic purification followed by concentrating the purified pools and dissolving the purified linaclotide in aqueous-isopropanol or aqueous-ethanol and spray-drying the solution to afford pure Linaclotide.
The synthesis of a peptide containing disulfide bridges is difficult for two main reasons; one is potential risk of racemization during the formation of linear chain and the other is mis-folding of the disulfide bridges. Hence, there is a need in the art to a cost-effective process for the preparation of pure linaclotide.
EXAMPLES
Example 1 : Preparation of Crude Linaclotide using polyvinyl polymer bound complex of sulfur trioxide-pyridine
The linear chain of peptide of formula (I) (0.1 g) and polyvinyl polymer bound complex of sulfur trioxide-pyridine (0.062 g) was charged in water (100 mL). The pH of the reaction mass was adjusted to 8.5 to 9 by addition of ammonium hydroxide. The reaction mass was stirred at 25 °C for 15 hours and trifluoroacetic acid (2 mL) was added to the reaction mass to adjust the pH up to 2-2.5. The reaction mass was stirred for 3 hours at the same temperature to afford crude linaclotide.
HPLC Purity: 59.92%
Example 2: Preparation of Crude Linaclotide using DMSO in water
The pH of water (100 ml_) was adjusted to 9.1 by the addition of aqueous ammonia. DMSO (1 ml_) and linear chain of peptide of formula (I) (100 mg) were charged. The reaction mass was stirred for 17 hours at 25 °C and acidified with trifluoroacetic acid to pH 1 .9 and stirred for 8 hours at the same temperature to afford crude linaclotide.
HPLC Purity: 57%
Example 3: Preparation of Crude Linaclotide using DMSO in water
The pH of water (1500 ml_) was adjusted to 9 by the addition of aqueous ammonia. DMSO (15 ml_) and linear chain of peptide of formula (I) (15 g) were charged. The reaction mass was stirred for 17 hours at 25 °C and acidified with acetic acid to pH 1 .9 and stirred for 8 hours at the same temperature to obtain crude linaclotide.
HPLC Purity: 46.02%
Example 4: Preparation of Crude Linaclotide in water
To a mixture of water (1900 mL) and ammonium sulfate (26.4 g), ammonium hydroxide was added drop wise to adjust the pH up to 8.5. Linear chain of peptide of formula (I) (26.4 g) was added and the reaction mass was stirred for 8 hours at 25 °C. Trifluoroacetic acid (20 mL) was added drop wise and the reaction mixture was stirred for 15 hours at 25 °C to afford crude linaclotide.
HPLC Purity: 63.38%
Example 5: Preparation of Crude Linaclotide using a complex of pyridine-sulfur trioxide
Linear chain of peptide of formula (I) (0.2 g) was added to water (250 mL) and the pH of the reaction mass was adjusted to 8.91 by the drop wise addition of aqueous ammonia. A complex of pyridine-sulfur trioxide (0.124 g) was added to the reaction mass and stirred for 16 hours at 25 °C. Another lot of complex of pyridine-sulfur trioxide (0.124 g) was added to the reaction mass and stirred for 5 hours at 25 °C to afford crude linaclotide.
Example 6: Preparation of Crude Linaclotide using guanidine hydrochloride
To a solution of sodium bicarbonate (0.89 g) in water (100 mL), cysteine (0.363 g), cysteine (0.072 g) and guanidine hydrochloride (9.50 g) were charged. Acetonitrile (15 mL) and linear chain of peptide of formula (I) (0.1 g) was added to the reaction mass.
The reaction mass was stirred for 3 hours at 25 °C and trifluoroacetic acid (2 mL) was added. The reaction mass was stirred for 18 hours at the same temperature. Another lot of trifluoroacetic acid (2 mL) was added to the reaction mass and stirred for 18 hours at the same temperature to afford crude linaclotide.
Example 7: Preparation of Crude Linaclotide using Clear-OX™
Pre-conditioned Clear-Ox™ (0.5 g) was added to a solution of ammonium sulfate (1 .32 g) in water (100 mL) of pH 8.5, adjusted by addition of ammonium hydroxide. The linear chain of peptide of formula (I) (0.1 g) was added to the reaction mass and stirred for 3 hours at 25 °C. Another lot of Pre-conditioned Clear-Ox™ (0.5 g) was added to the reaction mass and stirred for 1 .30 hours. Trifluoroacetic acid (2 mL) was added to the reaction mass and stirred for 16 hours at the same temperature to afford crude linaclotide.
HPLC Purity: 67.5%
Example 8: Preparation of Crude Linaclotide using reduced Glutathione
To a mixture of ammonium sulphate (5.28 g) in water (400 mL) and isopropyl alcohol (400 mL), reduced glutathione (0.248 g) was added and the pH was adjusted to 8.5 by using aqueous ammonia. The linear chain of peptide of formula (I) (0.81 g) was added to the reaction mixture and stirred at ambient temperature for 17 hours. Isopropyl alcohol was evaporated under vacuum to afford crude linaclotide.
HPLC Purity: 69.56%%
Example 9: Preparation of Crude Linaclotide using DMSO and air bubbling
To a mixture of water (95 mL) and ammonium sulfate (1 .32 g), ammonium hydroxide was added drop wise to adjust the pH up to 8.5. Linear chain of peptide of formula (I) (0.1 g) and DMSO (5 mL) was added and the reaction mass was stirred for 20 hours at 25 °C with continuous air bubbling. Trifluoroacetic acid (2 mL) was added to the reaction mass and stirred for 19 hours with continuous air bubbling at the same temperature to afford the title product.
HPLC Purity: 59.1 1 %
Example 10: Preparation of Crude Linaclotide using solid supported TEMPO
To a mixture of water (100 mL) and silica bound TEMPO (0.01 g), linear chain of peptide of formula (I) (0.1 g) and sodium hypochlorite solution (1 mL) were added and the reaction mass was stirred 18 hours at 25 °C. Another lot of sodium hypochlorite solution (0.5 mL) was added to the reaction mass and stirred for further 7 hours at the same temperature to afford title product.
HPLC Purity: 42.70%………………see more in patent
 |
|
| Systematic (IUPAC) name | |
|---|---|
|
L-Cysteinyl-L-cysteinyl-L-glutamyl-L-tyrosyl-L-cysteinyl-L-cysteinyl-L-asparaginyl-L-prolyl-L-alanyl-L-cysteinyl-L-threonylglycyl-L-cysteinyl-L-tyrosine cyclo(1-6),(2-10),(5-13)-tris(disulfide)
|
|
| Clinical data | |
| Trade names | Linzess |
| Licence data | US FDA:link |
| Pregnancy category |
|
| Legal status |
|
| Routes of administration |
Oral |
| Identifiers | |
| CAS Number | 851199-59-2 |
| ATC code | A06AX04 |
| PubChem | CID 16158208 |
| IUPHAR/BPS | 5017 |
| ChemSpider | 17314504 |
| UNII | N0TXR0XR5X |
| KEGG | D09355 |
| Chemical data | |
| Formula | C59H79N15O21S6 |
| Molar mass | 1526.74 g/mol |
///////WO 2016012938, DR. REDDY’S LABORATORIES LIMITED , Telangana, INDIA , Hyderabad, LINACLOTIDE, new patent
smiles O=C(O)[C@@H](NC(=O)[C@H]4NC(=O)CNC(=O)[C@@H](NC(=O)[C@H]2NC(=O)[C@@H](NC(=O)[C@H]5N(C(=O)[C@@H](NC(=O)[C@H]1NC(=O)[C@@H](NC(=O)[C@@H](NC(=O)[C@@H](NC(=O)[C@@H](NC(=O)[C@@H](N)CSSC1)CSSC2)CCC(=O)O)Cc3ccc(O)cc3)CSSC4)CC(=O)N)CCC5)C)[C@H](O)C)Cc6ccc(O)cc6
WO 2016012539, Tadalafil , New patent, KRKA, D.D., NOVO MESTO

WO 2016012539, A PROCESS FOR THE PREPARATION OF CGMP-PHOSPHODIESTERASE INHIBITOR AND ORAL PHARMACEUTICAL FORMULATION COMPRISING TADALAFIL CO-PRECIPITATES
KRKA, D.D., NOVO MESTO [SI/SI]; Smarjeska cesta 6 8000 Novo mesto (SI)
BARIC, Matej; (SI).
BENKIC, Primoz; (SI).
BOMBEK, Sergeja; (SI).
KRASOVEC, Dusan; (SI).
SKRABANJA, Vida; (SI).
VRECER, Franc; (SI).
BUKOVEC, Polona; (SI).
HUDOVORNIK, Grega; (SI).
KROSELJ, Vesna; (SI)
![]()
The present Invention relates to an improved process for preparation of tadalafil and crystallization and/or purification thereof, wherein the processes are conducted at increased pressure. The invention relates also to a process for preparation of tadalafil co-precipitates and to a solid pharmaceutical composition comprising tadalafil co-precipitates and at least one water soluble diluent and/or water insoluble non-swellable diluent, wherein the composition is substantially free of water insoluble swellable diluents
The present invention relates to a process for the preparation of CGMP-phosphodiesterase inhibitor, particularly tadalafil, a method for production co-precipitate thereof and to solid oral pharmaceutical formulations comprising tadalafil co-precipitate.
Tadalafil, chemically known as (6R-trans)-6-(1,3-benzodioxol-5-il)-2,3,6,7,12,12a-hexahydro-2-methyl-pyrazino.1′, 2′:1,6]pyrido[3,4-b]indole-1,4-dione, is a potent and selective inhibitor of the cyclic guanosine monophosphate (cGMP) – specific phosphodiesterase enzyme PDE5. It is shown below as structural formula I:

Tadalafil is marketed under the tradename CIALIS* and is used for the treatment of erectile dysfunction. The product is available as a film-coated tablet for oral administration containing 2.5, 5, 10 and 20 mg of active ingredient and the following inactive ingredients: lactose monohydrate, hydroxypropylcellulose, sodium lauryl sulfate, croscarmellose sodium, microcrystaliine cellulose, magnesium stearate, hypromellose, triacetin, titanium dioxide (E171), iron oxide (E172) and talc.
Tadalafil is practically insoluble in water and very slightly soluble in organic solvent such as ethanol, methanol and acetone.
Problems associated with low solubility of tadalafil in ethanol and most of other organic solvents resulted in the need of large quantities of solvents required to perform synthesis and crystallization of tadalafil at industrial scale, which have unwanted technological, environmental and economical impact.
US Patent No. 5 859 006 describes the synthesis of the tadalafil and its intermediate (A) which involves reacting D-tryptophan methyl ester with a piperonal in the presence of dichloromethane and trifluoroacetic acid which provides a mixture of desired cis and undesired trans isomer of intermediate A with poor selectivity. The isomers are further separated by column chromatography. The cis isomer is further reacted with chloroacetyl chloride in chloroform, providing another intermediate of tadalafil (B) which reacted with methylamine to give tadalafil of formula (1) in methanol slurry requiring an additional purification step by flash chromatography.
An improved process in the synthesis of tadalafil via modified Pictet-Spengler reaction is described in WO 04/011463 in which D-tryptophan methyl ester hydrochloride and piperonal are condensed in anhydrous isopropyl alcohol to provide hydrochloride of intermediate A. After isolation of desirable cis isomer, the product is further reacted with chloroacetyl chloride and then with methylamine in THF to give tadalafil.
Therefore there still exists a need for an improved process for a synthesis and purification of tadalafil, which would overcome the disadvantages of the prior art processes.
Low solubility of tadalafil in aqueous solutions is further disadvantageous because in vivo absorption is typically dissolution rate-limited which may result in poor bioavailability of the drug. Different approaches in the processes of preparation of pharmaceutical compositions have been applied to overcome the poor solubility.
For example, EP 1 200 092 Bl describes a pharmaceutical composition of free drug particulate form of tadalafil wherein at least 90% of the particles have a particle size of less than about 40 μm as well as composition comprising tadalafil, wherein the compound is present as solid particles not embedded in polymeric co-precipitate. Apparently, preferably at least 90% of the particles have a particle size of less than 10 μm. The technological drawback of such small particles is possible chargeability and secondary agglomeration due to increased surface energy which can cause problems during the micronization and further processing.
WO 2008/134557 describes another approach to overcome the low-solubility problem by pharmaceutical composition comprising starch and tadalafil characterized by particle size having d(90) greater than 40 μm wherein the weight ratio of starch to tadalafil is 4.5 to 1 or greater. Apparently, the preferred ratio is at least 15 to 1.
Yet another approach to overcome the low-solubility problem is to use a “co-precipitate” of tadalafil and a carrier or excipient. For example, EP 828 479 Bl describes a solvent based process wherein tadalafil and a carrier are co-precipitated with a medium in which the tadalafil and carrier are substantially insoluble. EP 828 479 describes a solvent based process wherein tadalafil and hydroxypropyl methylcellulose phthalate are co-precipitated in weakly acidic medium from a combination of non-aqueous water miscible solvent and water. However, pharmaceutical composition prepared according to EP 828479 exhibit deviations in release rate of tadalafil which was due to poor reproducibility of a process for preparation of co-precipitate. It was found that precipitation in acidic media causes unwanted degradation of hydroxypropyl methylcellulose phthalate and that precipitation at higher temperatures does not produce desired product.
WO 2008/005039 also describes a solid composite including tadalafil being in intimate contact with a carrier. The carriers include hydrophilic polymers such as povidone, cellulose derivatives, polyethylene glycol and polymethacrylates. The compositions are prepared by combining tadalafil with hydrophilic polymer and removal of the solvent by evaporation.
WO 2010/115886 describes an adsorbate comprising poorly soluble active ingredient with a particulate and/or porous carrier wherein the adsorbate is prepared by using non-polar solvent. Apparently, the solvents used are selected from the group of chlorinated hydrocarbon (dichloromethane or trichloromethane), diisopropylether and hexane, which is also the main drawback of this solution.
Co-precipitates of phosphodiesterase-5-inhibitor and copolymer of different acrylic acid derivatives are described in WO 2011/012217. The procedures described involve the use of tetrahydrofurane.
Poor solubility can also be solved with co-crystals. WO 2010/099323 discloses crystalline molecular complexes of tadalafil with co-former selected from the group of a short to medium chain organic acids, alcohols and amines.
WO 2012/107541 and WO 2012/107092 disclose co-granulate of tadalafil with cyclodextrines.
WO 2014/003677 discloses a pharmaceutical composition comprising solid dispersion particles containing tadalafil and a dispersing component, which composition further comprises a solubilizer.
Based on the above, there is still a need for an improved dosage form containing tadalafil and improved technological process for the preparation thereof.
The process for preparing tadalafil according to a preferred embodiment of the present invention is disclosed in Scheme 1.
Scheme 1

Example 1: Synthesis of tadalafil intermediate B via intermediate A
D-tryptophan methyl ester hydrochloride (9g) and piperonai (6g) was suspended in acetonitrile (60mL). The reaction mixture was stirred and heated at about 105*C for three to five hours in an autoclave. The reaction suspension was cooled to ambient temperature and aqueous solution (60m L) of sodium carbonate (4.1g) was added. The mixture was then cooled in an ice bath and the solution of chloroacetyl chloride (5.1mL) in acetonitrile was slowly added to the reaction mixture. A solid was obtained, filtered and washed twice with aqueous solution of acetonitrile. The crude product was dried, and intermediate B (13.4g) with a purity of 97% (HPLC area%) was obtained.
Example 1A:
D-tryptophan methyl ester hydrochloride (8.2kg) and piperonai (5.1kg) was suspended in acetonitrile (55L). The reaction mixture was stirred and heated at about to 105″C for three hours in the reactor vessel. The reaction suspension was cooled to ambient temperature and aqueous solution (55L) of sodium carbonate (4.8kg) was added. The mixture was then cooled in an ice bath and the solution of chloroacetyl chloride (5.2L) was slowly added to the reaction mixture at 5-10°C. A solid was obtained, centrifuged and washed twice with aqueous solution of acetonitrile (2x 121). The crude product was dried at temperature up to 50″C, and intermediate B (12.3kg) with a purity of 98% (HPLC area%) was obtained.
Comparative example 1:
D-tryptophan methyl ester hydrochloride (9.0g) and piperonai (5.84g) was suspended in acetonitrile (60mL). The reaction mixture was stirred and heated at about to 80-85’C for 15-20 hours in the reactor vessel. The reaction suspension was cooled to 0-10°C. The Intermediate A was then isolated on centrifuge and was dried at temperature up to 60°C.
The isolated dried Intermediate A (12,8g) was charged into reactor and suspended with ethyl acetate. The aqueous solution (60mL) of sodium carbonate (5.3g) was added to precooied suspension of Intermediate A. The chloroacetyl chloride (3.4mL) was slowly added to the above reaction mixture. The solid was obtained, centrifuge and washed twice with water (2x 10mL). The crude product was dried at temperature up to 70°C, and intermediate B (11.8g) with a purity of 99% (HPLC area%) was obtained.
Example 2: Synthesis oftadalafil
Intermediate B (4g) obtained in Example 1 and 40% aqueous methylamine solution (1.6mL) were dissolved in 70% aqueous solution of 2-propanol (120mL) while heating in a closed reaction vessel above the reflux temperature (110-120°C) for two to five hours. The solution was hot filtered and cooled on an ice bath. The precipitated product was filtered and dried. The purity of the product was 99.9% (HPLC area%) and the particle distribution of the product was D(90) of about 144 microns.
Example 2A: Synthesis of tadalaf il
Intermediate B (12.3kg) obtained in Example 1A and 40% aqueous methylamine solution (4.76L) were dissolved in 70% aqueous solution of 2-propanol (402L) while heating in a closed reaction vessel above the reflux temperature (110-120°C) for three hours. The solution was hot filtered and cooled on an ice bath. The precipitated product was filtered and dried. The final product (9.8kg) with a purity of more than 99.99% (HPLC area%) and the particle distribution of the product was D(90) of about 155 microns was obtained.
Comparative example 2:
Intermediate B (10g) obtained in the above comparative example 1 and 31% ethanolic methylamine solution (12.3mL) were suspended in absolute ethanol (150mL). The suspension
was heated up to 55°C for 3 – 6 hours. The suspension was cooled on an ice bath. The product was filtered and dried. The crude product (8.22g) with a purity of more than 99.9% (HPLC area%) was obtained and crystallized from hot DMSO solution. The product Is crystallized with addition of water.
Example 3: Recrystallization of tadalaf il
Tadalafil (700g) (99% purity) was suspended in 70% aqueous solution of 2-propanol (24.6L) and suspension was heated to about 110°C in an autoclave at pressure of 0.31MPa until the material was dissolved. The obtained solution was then hot filtrated and cooled to about 10°C. The isolated tadalafil (660g) has a purity of 99.95% (HPLC area%) and the particle distribution D(90) of about 144 microns.
Example 3A: Recrystallization of tadalafil
Tadalafil (5g) (99% purity) was suspended in 70% aqueous solution of acetone (lOOmL) and suspension was heated to about 90°C in an autoclave at pressure of 0.28MPa until the material was dissolved. The obtained solution was then hot filtrated and cooled to about 10°C. The isolated tadalafil (4.44g) has a purity of 99.99% (HPLC area%).
Example 3B: Recrystallization of tadalafil
Tadalafil (4g) (99% purity) was suspended in 70% aqueous solution of acetonitrile (lOOmL) and suspension was heated to about 85°C in an autoclave at pressure of 0.2MPa until the material was dissolved. The obtained solution was then hot filtrated and cooled to about 10°C. The isolated tadalafil (3g) has a purity of 99.99% (HPLC area%).
Example 3C: Recrystallization of tadalafil
Tadalafil (5g) (99% purity) was suspended in 70% aqueous solution of tetrahydrofuran (60mL) and suspension was heated to about 120″C in an autoclave at pressure of 0.3MPa until the material was dissolved. The obtained solution was then hot filtrated and cooled to about 10°C. The isolated tadalafil has a purity of 99.99% (HPLC area%).
Comparative example 3:
Tadalafil (lg) (99% purity) was suspended in 2-propanol (200mL) and suspension was heated up to reflux temperature until the material was dissolved. The obtained solution was then hot filtrated and cooled to about lO’C. The crystallized tadalafil was centrifuged and dried in an oven at temperature up to 70°C.
Comparative Example 4: Preparation of tadalafil co-precipitate with HPMCP HP-50, Precipitation at higher temperature
Tadalafil (100 g) and hydroxypropyl methylcellulose phthalate (100 g) were dissolved in a mixture of acetone (2430m L) and water (270mL) at reflux temperature. Solution was hot filtered and added to 0.25 M HCI in water (4150mL) at 65°C. Precipitate was collected by vacuum filtration, washed with water and dried in vacuum tray dryer up to 70°C. Dry material was milled by a pin mill. HPLC assay of tadalafil was 48.5 %; average particle size of co-precipitate was 53 μm, specific surface area 2.5 m2/g-
Example 5: Preparation of tadalafil co-precipitate with HPMCP HP-50
Tadalafil (1 kg) and hydroxypropyl methylcellulose phthalate (1 kg) were dissolved in mixture of acetone (20L) and water (3 L) at 54°C and under pressure O.lMPa. Solution was hot filtered and added to water (42 L) at 2°C. Suspension was heated up to reflux and acetone was distilled off. Tadalafil co-precipitate was collected by pressure filtration and dried in vacuum dryer. Dry material was milled by a pin mill. HPLC assay of tadalafil was 53.5%.
Example 6: Preparation of tadalafil co-precipitate with HPMCP HP-50
Tadalafil (1 kg) and hydroxypropyl methylcellulose phthalate (1 kg) were dissolved in mixture of acetone (20 L) and water (3 L) at 54°C and under pressure O.lMPa. Solution was hot filtered and added to water (42 L) at 2°C. Suspension was heated up to reflux and acetone was distilled off. Tadalafil co-precipitate was collected by centrifuge and dried in a fluid bed dryer. Dry material was milled by a pin mill. HPLC assay of tadalafil was 52.5 %.
3
Example 7: Preparation of tadalafil co-precipitate with HPMCP HP-50
Tadalafil (0.786 kg) and hydroxypropyl methylcellulose phthaiate (1.140 kg) were dissolved in a mixture of acetone (24L) and water (2.3 L) at 54°C and under pressure 0.1MPa. Solution was filtered hot and added to water (42 L) at 2°C. Suspension was collected by centrifuge and dried in a vacuum tray dryer up to 70°C. Dry material was milled by a pin mill. HPLC assay of tadalafil was 43.5 %, average particle size of co-precipitate was 49 μm, specific surface area 31.0 m2/g-
Example 8: Preparation of tadalafil co-precipitate with HPMCP HP-50
Tadalafil (2 g) and hydroxypropyl methylcellulose phthaiate HP 50 (2 g) were dissolved in a mixture of acetone (48.5mL) and water (5.5mL) at reflux temperature. To obtained solution crospovidone (lg) was added. Obtained suspension was co-precipitated in water (83mL) at 2°C. Obtained material was collected with a vacuum filter and dried in vacuum dryer up to 90°C. HPLC assay of tadalafil 39.9%. Yield was 90%.
Example 9: Preparation of tadalafil co-precipitate with HPMCP HP-50
Tadalafil (2 g) and hydroxypropyl methylcellulose phthaiate HP 50 (2 g) were dissolved in a mixture of acetone (54mL) and methanol (19mL) at reflux temperature. To obtained solution crospovidone (lg) was added. Obtained suspension was co-precipitated in heptane (83mL) at 0°C. Obtained material was collected with a vacuum filter and dried in vacuum dryer up to 50°C. HPLC assay of tadalafil was 36.1 %. Yield was 90%.
Example 10: Preparation of tadalafil co-precipitate with HPMCP HP-50
Tadalafil (2 g) and hydroxypropyl methylcellulose phthaiate HP 50 (2 g) were dissolved in a mixture of aceton (54mL) and methanol (19mL) at reflux temperature. Obtained solution was co-precipitated in heptane (83mL) at 0°C. Obtained material was collected with a vacuum filter and dried in vacuum dryer up to 50°C. HPLC assay of tadalafil was 36.1 %. Yield was 90%.
Example 11: Preparation of tadalafil co-precipitate with HPMCP HP-50
Tadaiafil (1.3 kg) and hydroxypropyl methylcellulose phthalate {1.53 kg) were dissolved in mixture of acetone (32 L) and water (4 L) at 54°C and 1000 mbar. Solution was hot filtered and added to water (54 L) at 2°C. Tadalafil co-precipitate was collected by decanter centrifuge and dried in a vacuum drier. Dry material (2.4kg) was milled in a pin mill. HPLC assay of tadalafil was 48.8 %; average particle size of co-precipitate was 54 μm and specific surface area 26.1 m2/g<
Example 12: Preparation of tadalafil co-precipitate with hydroxypropyl cellulose
Tadalafil (3g) and Klucel ELF (3g) was dissolved in a mixture of acetone (73mL) and water (8mL) at 50°C. Solution was hot filtered and added to 125mL water at 90°C. After that acetone was distilled off at 65°C and suspension was stirred for additional hour. Precipitated material was filtered using preheated filter funnel and dried at 80°C. Yield 3.8 g, HPLC assay was 50.0%.
Example 13: Preparation of tadalafil co-precipitate with hydroxypropyl cellulose
Tadaiafil (3g) and Klucel ELF (3g) was dissolved in a mixture of acetone (73mL) and water (8m L) at 50°C. Solution was hot filtered and added to 125m L water at 90°C with dissolved lactose (14g) at 90°C. After that acetone was distilled off at 65°C and suspension was stirred for additional hour. Precipitated material was filtered using preheated filter funnel and dried at 80°C. Yield 5 g, HPLC assay was 48.8%.
Examples of tablets prepared according to the present Invention
Example Fl: Tablets containing tadalafil co-precipitate with HPMCP HP-50 prepared in accordance with Example 11 with water soluble mannitol and without swellable water insoluble diluents

Tadalafil co-precipitate with HPMCP HP-50 was homogeneously mixed with mannitol, croscarmellose sodium and sodium lauryl sulphate. The magnesium stearate was added and mixed. The resultant blend was compressed into tablets. Dissolution profile of the example is shown in Figure 1.
Example F2: Tablets containing tadalafil co-precipitate with HPC prepared in accordance with Example 13 with water soluble mannitol and without swellable water insoluble diluents

Tadalafil co-precipitate with HPC was homogeneously mixed with mannitol, croscarmellose sodium and sodium lauryl sulphate. The magnesium stearate was added and mixed. The resultant blend was compressed into tablets. Dissolution profile of the example is shown in Figure 1.
Example F3: Tablets containing tadalafil co-precipitate with HPMCP with water soluble spray-dried lactose and without swellable water insoluble diluents

Tadaiafil co-precipitate with HPMCP was homogeneously mixed with spray-dried lactose, starch 1500 and sodium lauryi sulphate. The magnesium stearate was added and mixed. The resultant blend was compressed into tablets.
Example F4: Tablets containing tadalafil co-precipitate with HPMCP with water insoluble non-swellable anhydrous dibasic calcium phosphate and without swellable water insoluble diluents

Tadalafil co-precipitate with HPMCP was homogeneously mixed with calcium phosphate, croscarmellose sodium and sodium lauryi sulphate. The magnesium stearate was added and mixed. The resultant blend was compressed into tablets.
Comparative examples of tablets containing microcrvstalline cellulose
Comparative example F5: Tablets containing tadalafil co-precipitate with HPMCP HP-50 with water soluble mannitol and water insoluble swellable microcrvstalline cellulose as diluent 
Tadalafil co-precipitate with HPMCP HP-50 was homogeneously mixed with mannitol, microcrystalline cellulose, croscarmellose sodium and sodium lauryl sulphate. The magnesium stearate was added and mixed. The resultant blend was compressed into tablets. Dissolution profile of the example is shown in Figure 1.
Comparative example F6: Tablets containing tadalafil co-precipitate with HPMCP HP-50 with water soluble lactose anhydrous and water insoluble swellable microcrystalline cellulose as diluent

Tadalafil co-precipitate with HPMCP HP-50 was homogeneously mixed with lactose anhydrous, microcrystalline cellulose, croscarmellose sodium and sodium lauryl sulphate. The magnesium stearate was added and mixed. The resultant blend was compressed into tablets. Dissolution profile of the example is shown in Figure 1.
Comparative example F7: Tablets containing tadalafil co-precipitate with HPMCP HP-50 with water soluble lactose monohydrate and spray dried lactose and water insoluble swellable microcrystalline cellulose as diluent

Tadalafil co-precipitate with HPMCP HP-50 was homogeneously mixed with lactose monohydrate, spray dried lactose, microcrystalline cellulose, croscarmeilose sodium and sodium lauryl sulphate. The magnesium stearate was added and mixed. The resultant blend was compressed into tablets. Dissolution profile of the example is shown in Figure 1.
Comparative example F8: Tablets containing tadalafil co-precipitate with HPMCP HP-50 with water insoluble non-swellable calcium phosphate and water insoluble swellable microcrystalline cellulose as diluent

Tadalafil co-precipitate with HPMCP HP-50 was homogeneously mixed with calcium phosphate, microcrystalline cellulose, croscarmellose sodium and sodium lauryl sulphate. The magnesium stearate was added and mixed. The resultant blend was compressed into tablets. Dissolution profile of the example is shown in Figure 1.
Comparative example F9: Tablets containing tadalafil co-precipitate with HPMCP HP-50 with only water insoluble swellable microcrystalline cellulose as diluent

Tadalafil co-precipitate with HPMCP HP-50 was homogeneously mixed with microcrystalline cellulose, croscarmellose sodium and sodium lauryl sulphate. The magnesium stearate was added and mixed. The resultant blend was compressed into tablets. Dissolution profile of the example is shown in Figure 1.
Comparative example F10: Tablets containing tadalafil co-precipitate with HPMCP HP-50 with water insoluble swellable microcrystalline cellulose and cellactose as diluents

Tadalafil co-precipitate with HPMCP HP-50 was homogeneously mixed with microcrystalline cellulose, cellactose, croscarmellose sodium and sodium lauryl sulphate. The magnesium stearate was added and mixed. The resultant blend was compressed into tablets. Dissolution profile of the example F10 is shown in Figure 2, together with dissolution profiles of the same sample, taken after two months at 22°C and 60% RH.
In comparison, dissolution profile of composition according to invention is unaffected by storage at 40°C/75% for one month (Figure 2).
The aforementioned tablet formulations were film-coated with a film-coating dispersion containing:

Figures 1 and 2 show dissolution profiles of tablet formulations comprising tadalafil co-precipitates prepared according to listed examples. Dissolution conditions comprise: basket apparatus (USP I), 100 RPM, 0.1M HCI + 0.2% SDS, 900 mL
![]()
Krka, tovarna zdravil, d.d., Novo mesto


/////////WO 2016012539, KRKA, D.D., NOVO MESTO, tadalafil, new patent
When can a Chemical Substance be qualified as a “New Active Substance”? The New Reflection Paper of the EMA gives Information

When can a Chemical Substance be qualified as a “New Active Substance”? The New Reflection Paper of the EMA gives Information
A chemical structure with a therapeutic moiety for which no authorisation dossier has been submitted so far and which is – from a chemical structure point of view – not related to any other authorised substances is per se a “NAS” (New Active Substance). But what about a physiologically active molecule present for example in different salts or esters? In which cases do the different derivatives of an effective substance have the NAS status?
The EMA provides clarification to these questions in a new Reflection Paper which was published on 19 January this year. The document entitled “Reflection paper on the chemical structure and properties criteria to be considered for the evaluation of new active substance (NAS) status of chemical substances” describes the criteria according to which isomers, mixtures of isomers, complexes, derivatives, esters, ethers, salts and other solid forms of physiologically active molecules can be classified as “NAS “. If an applicant claims the NAS status of a substance to the regulatory authority in the centralised (CP) or decentralised procedure (MRP/DCP), the authority will first check whether the claim is justified. Afterwards – in case of a positive decision – the usual review of the application dossier will be performed.
The applicant can refer to the criteria described in this Reflection Paper to substantiate his/ her claim of a NAS status. In general, the evidence has to be brought for the derivative in question that it differs significantly in properties with regard to efficacy and /or safety from the already approved active substance.
The scope of this Reflection Papers covers neither biological and biotechnological active substances nor active substances to be included in radiopharmaceuticals.
//////
New Website ECA Validation Group: Version 02 of ECA´s Good Practice Guide on Validation online available

The ECA Validation Group was founded in autumn 2011 by representatives of the pharmaceutical industry after ECA´s 4th European GMP Conference. The mission of the group is to assemble knowledge on Validation, for example by continuously developing ECA´s Process Validation Good Practice Guide. Now the Validation Group launched a new website.
Since the ECA Foundation was established back in 1999 its mission has been to provide support to the Pharmaceutical Industry and Regulators to promote the move towards a harmonised set of GMP and regulatory guidelines by providing information and interpretation of new or updated guidances. For that purpose the ECA has initiated and established various working and interest groups concentrating on different topics.
The ECA Validation Group was founded in autumn 2011 by representatives of the pharmaceutical industry after ECA´s 4th European GMP Conference. This group’s mission is to assemble knowledge on Validation, for example by continuously developing ECA´s Process Validation Good Practice Guide.
Now the group launched its new website to provide members and those interested with information and practical tools. Here’s what you can find on the new website:
- Current News
- A news archive
- Training Courses and Validation Conferences
- ECA´s Process Validation Good Practice Guide
- Discussion Forum
- Presentations
- Useful links
- Q&A section
- Membership information
Members of the group have now the opportunity to download the version 2 of ECA´s Good Practice Guide on Validation free of charge. On 174 pages the revised Good Practice Guide comprises the main elements of the new validation approach (“what to do”). On the other hand, it also serves as a supporting guide for the implementation (“how to do”).
To find out more we invite you to visit the ECA´s Validation Group new website.
//////
Frequent Asked Question: Which Level of Ozone is Required in a Hot- or Cold-Stored WFI System?

Ozone can be used for the sanitisation of water systems. Which level of concentration is required in water – i.e. in WFI – depends on different factors. Read more about the sanitisation of water systems with ozone.
The usage of ozone is only senseful in cold water systems. But the decisive question is whether ozone is used for a short-term (1-2 hours) or for a long term (> 6 hours) prevention of microbial growth. In the first case, > 50 ppb ozone is generally sufficient whereas in the second case at least 20 ppb are required.
One should keep in mind that WFI cold systems have basically a higher risk of microbial contamination. The need for ozone in large ring systems or in areas difficult to access may be higher. The ozone levels mentioned should thus be achieved in the return flow. Setting the correct ozone concentration for the system must be done within the scope of the PQ – i.e. validation of the water system.
In contrast, ozonisation of hot-stored WFI systems doesn’t make sense. Indeed, the half-life of ozone considerably decreases at temperatures over 40° Celsius. Moreover, the heat in hot WFI system causes sanitisation itself; the usage of additional ozone wouldn’t be meaningful. The risk of biofilm formation in hot-stored WFI systems is considerably lower.




/////
PF 04995274, a 5-HT4Partial Agonist
PF-04995274,
(R)-4-((4-(((4-(Tetrahydrofuran-3-yloxy)-1,2-benzisoxazol-3-yl)oxy)methyl)piperidin-1-yl)methyl)tetrahydro-2H-pyran-4-ol
4-(4-{4-[(R)-(Tetrahydro-furan-3-yl)oxy]-benzo[d]isoxazol-3-yloxymethyl}-piperidin-1-ylmethyl)-tetrahydro-pyran-4-ol
CAS 1331782-27-4
UNII: XI179PG9LV
MF C23-H32-N2-O6
MW 432.5138
a 5-HT4Partial Agonist
PHASE 1 Alzheimer’s type dementia.
Pfizer Inc. INNOVATOR
5-HT4 agonists have attracted attention for therapeutic value in the treatment of Alzheimer’s Disease (AD) and cognitive impairment.Acting to increase levels of acetylcholine and soluble APP alpha, 5-HT4 agonists have the potential to demonstrate both ameliorative and disease modifying effects
(R)-4-((4-((4-(tetrahydrofuran-3-yloxy)benzo[d]isoxazol-3-yloxy)methyl)piperidin-1-yl)methyl)tetrahydro-2/-/-pyran-4-ol and pharmaceutically acceptable salts thereof. This invention also is directed, in part, to a method for treating a 5-HT4 mediated disorder in a mammal. Such disorders include acute neurological and psychiatric disorders, stroke, cerebral ischemia, spinal cord trauma, head trauma, perinatal hypoxia, cardiac arrest, hypoglycemic neuronal damage, dementia, Alzheimer’s disease, Huntington’s Chorea, amyotrophic lateral sclerosis, ocular damage, retinopathy, cognitive disorders, idiopathic and drug- induced Parkinson’s disease, muscular spasms and disorders associated with muscular spasticity including tremors, depression, epilepsy, convulsions, migraine, urinary incontinence, substance tolerance, substance withdrawal, psychosis, schizophrenia, anxiety, mood disorders, trigeminal neuralgia, hearing loss, tinnitus, macular degeneration of the eye, gastroesophageal reflux disease, gastrointestinal disease, gastric motility disorder, non-ulcer dyspepsia, functional dyspepsia, irritable bowel syndrome, constipation, dyspepsia, esophagitis, gastroesophageral disease, nausea, emesis, brain edema, pain, tardive dyskinesia, sleep disorders, attention deficit/hyperactivity disorder, attention deficit disorder, disorders that comprise as a symptom a deficiency in attention and/or cognition, and conduct disorder

a(a) SOCl2, DMAP, acetone, DME, RT, 81%;
(b) DEAD, PPh3, THF, RT, 65%;
(c) K2CO3, MeOH, RT, 92%;
(d) K2CO3, water, MeOH, 50 °C, 76%;
(e) CDI, THF, 50 °C, 43%;
(f) DEAD, PPh3, THF, reflux, 51%;
(g) HCl, Et2O, RT, 81%;
(h) TEA, MeOH, reflux, 50%.

PAPER
Journal of Medicinal Chemistry (2012), 55(21), 9240-9254
http://pubs.acs.org/doi/abs/10.1021/jm300953p

The cognitive impairments observed in Alzheimer’s disease (AD) are in part a consequence of reduced acetylcholine (ACh) levels resulting from a loss of cholinergic neurons. Preclinically, serotonin 4 receptor (5-HT4) agonists are reported to modulate cholinergic function and therefore may provide a new mechanistic approach for treating cognitive deficits associated with AD. Herein we communicate the design and synthesis of potent, selective, and brain penetrant 5-HT4 agonists. The overall goal of the medicinal chemistry strategy was identification of structurally diverse clinical candidates with varying intrinsic activities. The exposure–response relationships between binding affinity, intrinsic activity, receptor occupancy, drug exposure, and pharmacodynamic activity in relevant preclinical models of AD were utilized as key selection criteria for advancing compounds. On the basis of their excellent balance of pharmacokinetic attributes and safety, two lead 5-HT4 partial agonist candidates 2d and 3 were chosen for clinical development.
PATENT
https://www.google.co.in/patents/WO2011101774A1?cl=en
(R)-4-((4-((4-(tetrahydrofuran-3-yloxy)benzo[d]isoxazol-3-yloxy)methyl)piperidin-1-yl)methyl)tetrahydro-2H-pyran-4-ol , hereinafter referred to as “Compound X,” and having the following structure:

Compound X
Example 1 : Synthesis of iR)-4-ii4-i(4-itetrahvdrofuran-3-yloxy)benzord1isoxazol-3-yloxy)methyl)piperidin-1 -yl)methyl)tetrahvdro- 2 -pyran-4-ol

Methyl 2-fluoro-6-hydroxybenzoate (2): To a 20L jacketed reactor were charged 2-fluoro-6-hydroxybenzoic acid (Oakwood Products; 0.972 kg, 6.31 mol), methanol (7.60 L) and sulfuric acid (0.710 kg, 7.24 mol, 1 .15 eq). The jacket temperature was heated to 60°C and the reaction mixture was stirred for 45 h. The reaction mixture was concentrated under vacuum and approximately 7.5 L of methanol distillates were collected. The resulting thin oil was cooled to 20°C. Water (7.60 L) and ethyl acetate (7.60 L) were charged to the reactor, and the product extracted into the organic layer. The EtOAc solution was washed with a solution of sodium bicarbonate (1.52 Kg) in water (6.92 L) followed by a brine solution of sodium chloride (1.74 kg) in water (4.08 L). The resulting EtOAc solution was concentrated to dryness. A light orange oil was isolated; the oil slowly crystallized upon standing to give the title compound (2) (0.952 Kg, 5.60 mol, 89% yield). 1 H NMR (400 MHz, CDCI3) δ ppm 3.97 (s, 3H), 6.59 (ddd, J=10.9, 8.2,1 .2, 1 H), 6.76 (dt, J=8.2, 1 .1 , 1 H), 7.35 (td, J=8.6, 6.3, 1 H), 1 1.24 (s, 1 H); 13C NMR (400 MHz, CDCI3) δ ppm 52.65, 102.56 (d, J=13), 106.90 (d, J=23), 1 13.31 (d, J=3.1 ), 135.34 (d, J=1 1 .5), 161 .02, 163.31 (d, J=62.2), 169.87 (d, 3.8); MS 171.045 (m+1 ). 2-Fluoro-N,6-dihydroxybenzamide (3): To a 50L reactor was charged water (4.47 L) and hydroxylamine sulfate (6.430 kg, 39.17 mol), the mixture was stirred at 25°C. A solution of potassium carbonate (3.87 Kg, 27.98 mol) in water (5.05 L) was slowly added to the reaction mixture to form a thick white mixture that was stirred at 20°C. A solution of methyl 2-fluoro-6-hydroxybenzoate (2) (0.952 Kg, 5.60 mol) in methanol (9.52 L) was slowly added to the reactor resulting in mild off gassing. The reaction mixture was then heated to 35°C and stirred for 20 h. The reaction mixture was cooled to 15°C and stirred for 1 h. The mixture was filtered to remove inorganic material. The reactor was rinsed with methanol (2.86 L) and the tank rinse was used to wash the inorganic cake.
Analysis of the cake indicated that it contained product. To a 20L reactor was charged methanol (10 L) and the inorganic cake and the mixture was stirred at 25°C for 30 min. The mixture was filtered and the cake washed with methanol (3 L).
The combined filtrates were charged back into the reactor and concentrated under vacuum with the jacket temperature set at 40°C until approximately 10 L remained. The mixture was held at 25°C and cone. HCI (5.51 L) was added. The reactor was cooled to 15°C and stirred for 2 h. The white slurry was filtered and the resulting product cake was washed with water (4.76L), blown dry with nitrogen and then dried in a vacuum oven at 40°C for 12 h. The desired product (3) (747 g, 4.36 mol), was isolated in 78% yield. 1 H NMR (400 MHz, CD3OD) δ ppm 4.91 (s, 3H), 6.63 (ddd, J=10.9, 8.5, 0.8, 1 H), 6.72 (dt, J=8.2, 0.8, 1 H), 7.31 (td, J=8.2, 6.6, 1 H); MS 172.040 (m+1 ).
4-Fluorobenzo[d]isoxazol-3-ol (4): To a 20L jacketed reactor were charged tetrahydrofuran (2.23 L) and 1 ,1 ‘-carbonyldiimidazole (0.910 Kg, 5.64 mol). The resulting mixture was stirred at 20°C. Then a solution of 2-fluoro-N,6-dihydroxybenzamide (3) (744 g, 4.34 mol) in tetrahydrofuran (4.45 L) was slowly charged to the reactor maintaining the temperature below 30°C and stirred at 25°C for 30 min during which some off gassing was observed. The reaction mixture was heated to 60°C over 30 min and stirred for 6 h. The reactor was cooled to 20°C followed by the addition of 1 N aqueous hydrogen chloride (7.48L) over 15 min to adjust the pH to 1. The jacket temperature was set to 35°C and the reaction mixture concentrated under vacuum to remove approximately 6.68L of THF. The reactor was cooled to 15°C and stirred for 1 h. The resulting white slurry was filtered, the cake was washed with water (3.71 L) and dried in a vacuum oven at 40°C for 12 h. The desired product, (4) (597 g, 3.90 mol), was isolated in 90% yield. 1 H NMR (400 MHz, CD3OD) δ ppm 4.93 (b, 1 H), 6.95 (dd, J=10.1 , 8.6, 1 H), (d, J=8.6, 1 H), 7.52-7.57 (m, 1 H); LRMS 154.029 (m+1 ).
Tert-butyl 4-(tosyloxymethyl)piperidine-1-carboxylate (5): To a 20L jacketed reactor were charged dichloromethane (8 L), N-boc-4-piperdine methanol (0.982 Kg, 4.56 mol) and p-toluenesulfonyl chloride (0.970 Kg, 5.09 mol) and the resulting mixture was stirred at 20°C for 5 min. Triethylamine (0.94 Kg, 9.29 mol) was added to the reactor via an addition funnel and the resulting deep red solution was stirred at 25°C for 16 h. A solution of sodium carbonate (0.96 Kg, 9.06 mol) in water (7.04 L) was charged to the reaction mixture and stirred for 1 h at 20°C. The phases were split and the organic layer washed with brine (6 L) and concentrated at 40°C to a low stir volume. Dimethylacetamide (2 L) was charged to the reactor and concentration continued under full vacuum at 40°C for 1 h. The solution of tert-butyl 4-(tosyloxymethyl)piperidine-l -carboxylate (5) in dimethyl acetamide was held for further processing. Yield was assumed to be 100% with approximately
90% potency. A sample was pulled and concentrated to dryness for purity analysis. 1 H NMR (400 MHz, CDCI3) δ ppm 1 .02-1 .12 (m, 2H), 1.14 (s, 9H), 1 .59-1.64 (m, 2H), 1.75-1.87 (m, 1 H), 2.43 (s, 3H), 2.55-2.75 (m, 2H), 3.83 (d, J=6.7, 2H), 3.95-4.20 (b, 2H), 7.33 (d, 8.6, 2H), 7.76 (d, 8.2, 2H); 13C NMR (400 MHz, CDCI3) δ ppm 21 .64, 28.15, 28.39, 35.74, 73.97, 79.50, 126.99, 127.84, 129.86, 132.84, 144.84, 154.63; LRMS 739.329 (2m+1 ).
Tert-butyl 4-((4-fluorobenzo[d]isoxazol-3-yloxy)methyl)piperidine-1-carboxylate (6): To a 20L jacketed reactor were charged dimethylacetamide (4.28 L), tert-butyl 4-(tosyloxymethyl)piperidine-1 -carboxylate (5) (1.68 Kg, 4.56 mol), 4-fluorobenzo[d]isoxazol-3-ol (4) (540 g, 3.51 mol), and potassium carbonate (960 g, 6.98 mol) resulting in a thick beige slurry. The reaction mixture was heated to 50°C and stirred for 20 h and then cooled to 20°C, followed by the addition of water (7.5 L) and ethyl acetate (5.37 L). After mixing for 15 min, the phases were settled and split. The organic layer was washed with water (5.37 L), sending the aqueous wash to waste. The organic mixture was distilled under vacuum with a maximum jacket temperature of 40°C until approximately 5 L remained in the reactor. Methanol (2.68 L) was added and the resulting solution concentrated under vacuum to about 3 L of a yellow oil. Methanol (2.68 L) was charged to the reactor and the resulting solution was stirred at 25°C for 15 min. Water (0.54 L) was added over 15 min resulting in a white slurry. The mixture was cooled to 15°C, stirred for 1 h and then filtered. The filter cake was washed with a solution of water (0.54 L) in methanol (2.14 L), then air dried for 30 min, transferred to a vacuum oven and dried at 40°C for 12 h. The desired product, (6) (746 g, 2.13 mol), was isolated in 61 % yield. 1 H NMR (400 MHz, CDCI3) δ ppm 1.23-1 .37 (m, 2H), 1 .45 (s, 9H), 1 .78-1 .88 (m, 2H), 2.04-2.17 (m, 1 H), 2.67-2.83 (m, 2H), 4.02-4.26 (m, 2H), 4.28 (d, 6.6, 2H), 6.89 (dd, J=8.6, 7.5, 1 H), 7.21 (d, J=9, 1 H), (td, 8.6, 4.9); LRMS 351.171 (m+1 ).
(R)-Tert-butyl 4-((4-(tetrahydrofuran-3-yloxy)benzo[d]isoxazol-3-yloxy)methyl)piperidine-1-carboxylate (8): To a 20 L glass reactor with the jacket set to 20°C were charged (R)-tetrahydrofuran-3-ol (7) (297 g, 3.37 mol) and dimethylacetamide (5.1 L). 2.0 M sodium bis(trimethylsilyl)amide in THF (1.37 L, 2.74 mol) was slowly added via an addition funnel while maintaining a pot temperature less than 30°C. The resulting orange/red solution was stirred at 25°C for 30 min. Then, tert-butyl 4-((4-fluorobenzo[d]isoxazol-3-yloxy)methyl)piperidine-1 -carboxylate (6) (640.15 g, 1.83 mol) was charged and the reaction mixture was stirred at 25°C for 16 h. The reaction mixture was cooled to 20°C and water (6.4 L) was slowly added over 45 min maintaining a pot temperature of less than 35°C. Ethyl acetate (6 L) was added and the biphasic mixture was stirred for 15 min and then separated. The aqueous layer was back extracted with additional ethyl acetate (4 L). The combined organics were then washed with water (5 L) and a 20% brine solution (5 L). The organic mixture was concentrated under vacuum with the jacket temperature set to 40°C to approximately 3 L and held for further processing. Quantitative yield of the desired product, (8) (0.76 Kg, 1 .82 mol), in ethyl acetate was assumed. A sample was pulled and concentrated to dryness for purity analysis. 1 H NMR (400 MHz, CDCI3) δ ppm 1 .25-1.38 (m, 2H), 1 .44 (s, 9H), 1.76-1 .84 (m, 2H), 1 .89-1.97 (b, 1 H), 1 .99-2.12 (m, 1 H), 2.14-2.28 (m, 2H), 2.63-2.84 (m, 2H), 3.90-4.21 (m, 6H), 4.24 (d, J=6.3, 2H), 5.00-5.05 (m, 1 H), 6.48 (d, J=8.2, 1 H), 6.98 (d, J=8.6, 1 H), 7.37 (t, J=8.2, 1 H); LRMS 419.216 (m+1 ).
(R)-3-(Piperidin-4-ylmethoxy)-4-(tetrahydrofuran-3-yloxy)benzo[d]isoxazole 4-methylbenzenesulfonate (9): To a 20L jacketed reactor charged ethyl acetate (6.1 L), (R)-tert-butyl 4-((4-(tetrahydrofuran-3-yloxy)benzo[d]isoxazol-3-yloxy)methyl)piperidine-1 -carboxylate (8) (0.76 kg, 1 .82 mol) and p-toluenesulfonic acid monohydrate (0.413 kg, 2.17 mol) and stirred at 20°C for 30 min. The reactor jacket was heated from 20 to 65°C over
1 h and then held at 65°C for 16 h. The reactor was cooled to 15°C over 1 h and granulated for 2 h. The resulting slurry was filtered, the cake was washed with EtOAc (3 L) and then air dried on the filter for 30 min. The cake was transferred to a vacuum oven and dried at 40°C for 12 h. The desired product, (9) (854 g, 1.74 mol), was isolated in 96% yield (two steps). 1 H NMR (400
MHz, CD3OD) δ ppm 1.54-1 .67 (m, 2H), 2.04-2.18 (m, 3H), 2.19-2.36 (m, 2H), 2.33 (s, 3H), 3.01 -3.12 (m, 2H), 3.41-3.50 (m, 2H), 3.86-4.01 (m, 4H), 4.26 (d, J=6.3, 2H), 4.90 (s, 2H), 5.14-5.19 (m, 1 H), 6.72 (d, J=8.2, 1 H), 7.02 (d, J=8.6, 1 H), 7.21 (d, J=7.8, 2H), 7.48 (t, J=8.6, 1 H), 7.70 (d, J=8.2, 2H); LRMS 319.165 (m+1 ).
(R)-4-((4-((4-(Tetrahydrofuran-3-yloxy)benzo[d]isoxazol-3-yloxy)methyl)piperidin-1-yl)methyl)tetrahydro-2H-pyran-4-ol (11): To a
20L jacketed reactor were charged water (7.5 L) and sodium carbonate (0.98 kg); the mixture was stirred at 20°C until all solids had dissolved. Then (R)-3-(piperidin-4-ylmethoxy)-4-(tetrahydrofuran-3-yloxy)benzo[d]isoxazole 4-methylbenzenesulfonate (9) (750 g, 1 .53 mol) and ethyl acetate (6.0 L) were added to the reactor and stirred at 20°C for 30 min. The phases were split and the lower aqueous layer was back extracted twice with ethyl acetate (6.0 L and then 3.75 L). The organic layers were combined in the 20L reactor and washed twice with brine (3.0 L). The ethyl acetate solution was concentrated to under vacuum at 45°C to a low stir volume. Isopropyl alcohol (3.75 L) was added and concentration continued until 2 L remained in the reactor.
Additional isopropyl alcohol (2.75 L) was added and the mixture cooled to 25°C. To the reactor was charged 1 ,6-dioxaspiro[2.5]octane (10) (260 g, 2.29 mol) and the resulting solution heated to 50°C and stirred for 16 h. The reaction mixture was cooled to 30°C and water (15 L) was added over 60 min. Product crystallized from solution and the resulting slurry was cooled to 15°C over 1 h and then granulated for 4 h. The product was filtered and washed with water (3.75 L). The cake was blown dry with nitrogen for 30 min and then transferred to a vacuum oven and dried at 40°C for 12 h. The desired product, (11 ) (588 g, 1 .36 mol), was isolated in 89% yield.
1 H NMR (400 MHz, CDCI3) δ ppm 1 .41-1 .63 (m, 6H), 1.71 -1.81 (m, 2H), 1.81 -1.94 (m, 1 H), 2.17-2.26 (m, 2H), 2.33 (s, 2H), 2.4 (td, J=1 1.7, 2.3, 2H), 2.92 (d, J=1 1 .8, 2H), 3.46 (s, 1 H), 3.71-3.84 (m, 4H), 3.91 -4.10 (m, 4H), 4.24 (d, J=5.9, 2H), 5.03-5.08 (m, 1 H), 6.50 (d, J=8.2, 1 H), 7.00 (d, J=8.2, 1 H), 7.38 (t, J=8.2, 1 H);
13C NMR (400 MHz, CDCI3) δ ppm 29.1 1 , 33.10, 35.20, 36.92, 36.96, 56.15, 63.93, 67.14, 67.46, 68.27, 72.94, 74.06, 78.37, 103.17, 105.15, 131.71 , 152.71 , 166.02, 166.28;
LRMS 433.232 (m+1 ).
Example 2: Synthesis of iR)-4-ii4-i(4-itetrahvdrofuran-3-yloxy)benzord1isoxazol-3-yloxy)methyl)piperidin-1 -yl)methyl)tetrahvdro- 2H-pyran-4-ol

5-Hydroxy-2,2-dimethyl-benzo[1,3]dioxin-4-one: Thionyl chloride (83.8 g, 0.71 mol) was slowly added to a solution of 2,6-dihydroxy-benzoic acid (77 g, 0.5 mol), acetone (37.7 g, 0.65 mol) and DMAP (3.1 g, 0.025 mol) in dimethoxyethane (375 mL). The mixture was stirred at RT for 7 h. The residue obtained after concentration under reduced pressure was dissolved in ethyl
acetate and washed with water and aqueous saturated sodium bicarbonate solution. The organic layer was dried (Na2S04) and concentrated to afford 79 g desired product as a red solid (81 % yield). 1 H NMR (400 MHz, CDCI3) δ ppm 1 .68 (s, 6H), 6.37 (dd, J=8, 0.8, 11-1) 6.56 (dd, J=8, 0.8, 1 H), 7.34 (t, J=8, 1 H), 10.27( brs, 1 H).
2,2-Dimethyl-5-[(R)-(tetrahydro-furan-3-yl)oxy]-benzo[1,3]dioxin-4-one:
Diethyl azodicarboxylate (130.5 g, 0.75 mol) was added in a dropwise fashion to a mixture of 5-hydroxy-2,2-dimethyl-benzo[1 ,3]dioxin-4-one (100 g, 0.51 mol), triphenylphosphine (196.5 g, 0.75 mol), and (S)-tetrahydro-furan-3-ol (44 g, 0.5 mol) in 600 ml. of anhydrous THF. The resulting mixture was stirred at RT for 18 h. The solvent was removed under reduced pressure and the crude material was purified on a silica gel flash column, eluting with petroleum ether/ ethyl acetate (15:1 -> 3:1 ). 86 g (65% yield) of product was isolated as a colorless oil. 1 H NMR (400 MHz, CDCI3) δ ppm 1.67 (s, 6H), 2.30 (m, 2H), 4.2 (m, 4H) 4.97 (m, 1 H), 6.49 (d, J=8.4, 1 H) 6.51 (d, J=8.4, 1 H), 7.39 (t,
J=8.4, 1 H).
2-Hydroxy-6-[(R)-(tetrahydro-furan-3-yl)oxy]-benzoic acid methyl ester: Potassium carbonate (134.8 g, 0.98 mol) was added to a solution of 2,2-dimethyl-5-[(R)-(tetrahydro-furan-3-yl)oxy]-benzo[1 ,3]dioxin-4-one (86 g, 0.33 mol) in 1 L methanol. The mixture was stirred at RT for 2 h, then concentrated in vacuo. The residue was dissolved in ethyl acetate and washed with aqueous ammonium chloride solution. The organic layer was dried (Na2S04) and concentrated to afford 72 g of the product as a yellow solid (92% yield). 1 H NMR (400 MHz, CDCI3) δ ppm 2.20 (m, 2H), 3.99 (s, 3H), 4.80(m, 4H). 4.94 (m, 1 H), 6.31 (dd, J=8.4, 0.8, 1 H), 6.59 (dd, J=8.4, 0.8, 1 H), 7.30 (t, J=8.4, 1 H).
2,N-Dihydroxy-6-[(R)-(tetrahydro-furan-3-yl)oxy]-benzamide: Potassium carbonate (121 g. 0.867mmol) was added portionwise to a solution of hydroxylamine sulfate (120 g, 0.732 mol) in 360 ml. of water at 0°C. After stirring for 30 min, sodium sulfite (3.74 g, 0.029 mol) and a solution of 2-hydroxy-6-[(R)-(tetrahydro-furan-3-yl)oxy]-benzoic acid methyl ester (35 g, 0.146 mol) in 360 ml. of methanol were added and the mixture was stirred at 50°C for 30 h. Methanol was removed from the cooled reaction mixture under reduced pressure and the resulting aqueous layer was acidified with 2N HCI. The aqueous layer was extracted with ethyl acetate and the organic layer was dried (Na2S04) and concentrated to afford 25 g (76% yield ) of the product as a yellow solid. 1 H NMR (400 MHz, CDCI3) δ ppm 2.00 (m, 1 H), 2.15 (m, 1 H), 3.80 (m, 4H), 5.05 (m, 1 H), 6.48 (d, J=8, 1 H), 6.49 (d, J=8, 1 H), 7.19 (t, J=8, 1 H), 10.41 (brs, 1 H), 1 1.49 (brs, 1 H); LRMS m/z 239 (m+1 ).
4-[(R)-(Tetrahydro-furan-3-yl)oxy]-benzo[d]isoxazol-3-ol: A solution of 2, N-dihydroxy-6-[(R)-(tetrahydro-furan-3-yl)oxy]-benzamide (25 g, 0.105 mol) in 250 ml. of THF was heated to 50°C. Carbonyl diimidazole was added portionwise and the resulting mixture was stirred at 50°C for 14 h. After cooling to RT, 100 ml. of 2N HCI was added and the aqueous layer was extracted with ethyl acetate. The combined organic layers were then extracted three times with 10% aqueous potassium carbonate. The potassium carbonate aqueous extracts were washed with ethyl acetate and then acidified to pH 2 – 3 with 2N HCI. The acidified aqueous layer was extracted with ethyl acetate. The ethyl acetate extracts were washed with brine, dried (Na2S04) and concentrated to afford 20 g of product as a yellow solid (43% yield). 1 H NMR (400 MHz, CDCI3) δ ppm 2.20 (m, 2H), 3.89 (m, 1 H), 4.01 (m, 3H), 5.05 (m, 1 H), 6.48 (d, J=7.6, 1 H). 6.92 (d, J=7.6, 1 H), 7.37 (t, J=7.6, 1 H); LRMS m/z 222 (m+1 ).
4-{4-[(R)-(Tetrahydro-furan-3-yl)oxy]-benzo[d]isoxazol-3-yloxymethyl}-piperidine-1-carboxylic acid tert-butyl ester: Diethyl azodicarboxylate (15.6 g, 0.09 mol) was added to a mixture of 4-[(R)-(tetrahydro-furan-3-yl)oxy]-benzo[d]isoxazol-3-ol (10 g, 0.045 mol), 4-hydroxymethyl-piperidine-1 -carboxylic acid tert-butyl ester (1 1.6 g, 0.054 mol) and triphenylphosphine (23.5 g, 0.09 mol) in 300 mL THF. After the addition was complete the mixture was heated at reflux for 18 h. After concentration in vacuo, the crude product was purified on a silica gel flash column, eluting with petroleum ether/ ethyl acetate (15:1 -» 5:1 ) to afford 22 g of the product as an oil (51 % yield). 1 H NMR (400 MHz, CDCI3) δ ppm 1.25 (m, 2H), 1.39 (s, 9H), 1.76 (m, 2H), 1.99 (m, 1 H). 2.15 (m, 2H), 2.70 (bt, J=1 1.6, 2H), 3.95 (m, 4H). 4.13 (m, 2H). 4.34 (d J=6.4, 2H), 4.98 (m, 1 H), 6.43 (d, J=8, 1 H), 6.93 (d, J=8, 1 H), 7.31 (t, J=8, 1 H).
3-(Piperidin-4-ylmethoxy)-4-[(R)-(tetrahydro-furan-3-yl)oxy]-benzo[d]isoxazole: A 0°C solution of 4-{4-[(R)-(tetrahydro-furan-3-yl)oxy]-benzo[d]isoxazol-3-yloxymethyl}-piperidine-1 -carboxylic acid tert-butyl ester in 500 mL ether was treated with a saturated solution of HCI (g) in 200 mL ether. After addition was complete, the mixture was warmed to RT and stirred for 16 h. The reaction mixture was filtered. The white solid was washed with ethyl acetate followed by ether and dried to yield 15 g (81 % yield) of the desired product as a white solid. 1 H NMR (400 MHz, CD3OD) 5 ppm 1 .51 – 1.69 (m, 2 H) 2.04 – 2.19 (m, 3 H) 2.22 – 2.37 (m, 2 H) 2.99 – 3.14 (m, 2 H) 3.40 – 3.51 (m, 2 H) 3.85 – 4.02 (m, 4 H) 4.25 – 4.31 (m, 2 H) 5.17 (td, J= >1^ , 1 .56 Hz, 1 H) 6.72 (d, J=8.00 Hz, 1 H) 7.01 (d, J=8.59 Hz, 1 H) 7.47 (t, J=8.20 Hz, 1 H); LRMS m/z 319 (m+1 ).
4-(4-{4-[(R)-(Tetrahydro-furan-3-yl)oxy]-benzo[d]isoxazol-3-yloxymethyl}-piperidin-1-ylmethyl)-tetrahydro-pyran-4-ol: 1 ,6-Dioxa-spiro[2.5]octane (Focus Synthesis; 9.7 g, 0.084 mol) and triethylamine (8.6 g, 0.084 mol) were added to a solution of 3-(piperidin-4-ylmethoxy)-4-[(R)-(tetrahydro-furan-3-yl)oxy]-benzo[d]isoxazole (15 g, 0.042 mol) in 200 mL methanol. The resulting solution was heated at reflux for 18 h. The cooled mixture was concentrated and ethyl acetate and water were added to the residue. The layers were separated and the organic extracts were washed with brine, dried (Na2S04) and concentrated to provide 17 g crude product as a yellow oil. The crude material was purified by prep HPLC to afford 10 g of the desired product as a white solid. (50% yield).
1 H NMR (400 MHz, CDCI3) δ ppm 1.41 -1.63 (m, 6H), 1.71-1.81 (m, 2H), 1 .81 -1 .94 (m, 1 H), 2.17-2.26 (m, 2H), 2.33 (s, 2H), 2.4 (td, J=1 1 .7, 2.3, 2H), 2.92 (d, J=1 1.8, 2H), 3.46 (s, 1 H), 3.71-3.84 (m, 4H), 3.91-4.10 (m, 4H), 4.24 (d, J=5.9, 2H), 5.03-5.08 (m, 1 H), 6.50 (d, J=8.2, 1 H), 7.00 (d, J=8.2, 1 H), 7.38 (t, J=8.2, 1 H);
13C NMR (101 MHz, CDCI3) δ ppm 29.1 1 , 33.10, 35.20, 36.92, 36.96, 56.15, 63.93, 67.14, 67.46, 68.27, 72.94, 74.06, 78.37, 103.17, 105.15, 131.71 , 152.71 , 166.02, 166.28.
PAPER
Two Routes to 4-Fluorobenzisoxazol-3-one in the Synthesis of a 5-HT4Partial Agonist
http://pubs.acs.org/doi/abs/10.1021/acs.oprd.5b00389

A potent 5-HT4 partial agonist, 1 (PF-04995274), targeted for the treatment of Alzheimer’s disease and cognitive impairment, has been prepared on a multi-kilogram scale. The initial synthetic route, that proceeded through a 4-substituted 3-hydroxybenzisoxazole core, gave an undesired benzoxazolinone through a Lossen-type rearrangement. Route scouting led to two new robust routes to the desired 4-substituted core. Process development led to the efficient assembly of the API on a pilot plant scale under process-friendly conditions with enhanced throughput. In addition, crystallization of a hemicitrate salt of the API with pharmaceutically beneficial properties was developed to enable progression of clinical studies.
REFERNCES
Noguchi, H.; Waizumi, N. Preparation of benzisoxazole derivatives for treatment of 5-HT4 mediated disorders. PCT Int. Appl. WO/2011/101774 A1, 20110825
////////PF-04995274, PF 04995274, PFIZER, Alzheimer’s type dementia, PHASE 1
c1cc2c(c(c1)O[C@@H]3CCOC3)c(no2)OCC4CCN(CC4)CC5(CCOCC5)O
WO 2016011767, New patent, Clopidogrel, SHENZHEN SALUBRIS/ HUIZHOU SALUBRIS


SHENZHEN SALUBRIS PHARMACEUTICALS CO.,LTD [CN/CN]; 37F Main Tower, Lvjing plaza, Che Gong Miao, No. 6009 Shennan Road, Futian District Shenzhen, Guangdong 518040 (CN).
HUIZHOU SALUBRIS PHARMACEUTICALS CO.,LTD. [CN/CN]; No.42, West petrochemical Avenue, West District,Huizhou DayaBay Huizhou, Guangdong 516083 (CN)
LI, Haidong; (CN).
TAN, Duanming; (CN).
WANG, Hai; (CN)
Provided is a preparation method for high purity clopidogrel and salt thereof. In the present method, inorganic acid solution is used to wash an organic phase containing clopidogrel till a specific pH value range is reached; during the post-processing stage, impurities including TTP can be removed from the clopidogrel product. The ensuing refining step can be avoided, thereby simplifying production techniques and ensuring the quality of the clopidogrel product.


//////WO 2016011767, New patent,Clopidogrel, SHENZHEN SALUBRIS, HUIZHOU SALUBRIS
WO 2016014324, New Patent, Omarigliptin, MERCK SHARP & DOHME CORP
 Omarigliptin , MK-3102
Omarigliptin , MK-3102
WO2016014324, PROCESS FOR PREPARING CHIRAL DIPEPTIDYL PEPTIDASE-IV INHIBITORS
MERCK SHARP & DOHME CORP. [US/US]; 126 East Lincoln Avenue Rahway, New Jersey 07065-0907 (US).
CHUNG, John, Y. L.; (US).
PENG, Feng; (US).
CHEN, Yonggang; (US).
KASSIM, Amude Mahmoud; (US).
CHEN, Cheng-yi; (US).
MAUST, Mathew; (US).
MCLAUGHLIN, Mark; (US).
ZACUTO, Michael, J.; (US).
CHEN, Qinghao; (US).
TAN, Lushi; (US).
SONG, Zhiguo Jake; (US).
CAO, Yang; (US).
XU, Feng; (US)
![]()
A process for preparing a compound of structural Formula Ia: comprising Boc deprotection with TFA of, reductive amination of:.
The present invention is directed to a novel process for the preparation of omarigliptin, (2R,35,,5R)-2-(2,5-difluorophenyl)-5-[2-(methylsulfonyl)-2,6-dihydropyrrolo[3,4-c]pyrazol-5(4H)-yl]tetrahydro-2H-pyran-3 -amine, a dipeptidyl peptidase-IV (DPP-4) inhibitor, for the treatment of Type 2 diabetes, and related intermediates.
BACKGROUND OF THE INVENTION
Syntheses of omarigliptin have previously been described in PCT international patent applications numbers WO 2010/056708 and WO2013/003250. The process described in WO 2010/056708 does not result in a favorable yield of the compound of structural Formula la, as it results in a racemic mixture. WO2013/003250 describes the following scheme to make the compound of structural Formula la, an intermediate for synthesizing omarigliptin:

In WO2013/003250, synthesis of the compound of structural Formula la involves using benzenesulfonic acid (BSA) to remove the Boc protecting group of the compound of structural Formula 1, by first forming a BSA salt of the compound of structural Formula la. The BSA salt is then isolated and undergoes reductive amination with Boc -ketone of the compound of structural Formula 7, to produce the compound of structural Formula la, as a 19: 1 diastereomeric mixture. The BSA mediated Boc deprotection requires up to 72 h to reach full conversion.
An alternative process which eliminates the need to isolate the BSA salt of the compound of Formula la and reduces the overall reaction time of the process is desired. The inventors have now discovered a process for making the compound of structural Formula la which eliminates the step of isolating a salt of the compound of structural Formula la and reduces the overall reaction time. The present process also produces an end-of reaction homogeneous solution via reductive amination, which facilitates crystallization of the compound of structural Formula la. The described process also improves the diastereoselectivity, overall yield, cost and cycle time over the process described in WO2013/003250.
WO2013/003250 also describes the Boc deprotection of the compound of Formula la to produce omarigliptin (Formula I) shown below. As described in WO2013/003250, the Boc deprotection of the compound of Formula la involves aging the substrate in aqueous sulfuric acid in DMAc at 30 °C for 15-20 h, then working up with ammonium hydroxide. This work up produces large amounts of poorly soluble ammonium sulfate which co-crystallizes with the desired product. As a result, isolation of the desired product requires a long cycle time for filtration, washing and drying.

Formula I (omarigliptin)
Because the processes described herein use trifluoroacetic acid with or without a co-solvent for the transformation of the compound of Formula la to omarigliptin, which offers good solubility for the compound of Formula la, omarigliptin is achieved with fast reaction kinetics and good purity profiles.

the compound of structural Formula 1 is prepared by the following processes:

reagents
and,

or alternatively

10 R = Ms
X=OAc
SCHEME 3: Synthesis of the Boc Ketone

16 17 18 19
IPA, H2Q ,
1)956
Step 1 : As

A round bottom flask was charged with ligand L (0.829 g), Cu(II) propionate
monohydrate (0.402 g) (or Cu(II) acetate (0.31 g) or CuCl or CuCl2) and EtOH (350 ml) and agitated at room temperature for lh. 2,4-Difluorobenzaldehyde (100.0 g) was added followed by DABCO (2.368 g) (or 2,4-dimethylpiperizine) and the mixture was cooled to -5 – -15 °C. Cold (0°C) nitromethane (190 ml or 215 g) was added slowly to the cold solution and the solution was aged at -5 to -15 °C for 20-24 h and at 0 °C for 2-4h. 5 wt% EDTA»2Na (500 ml) followed by
water (200 mL) and MTBE (1.0 L) was added to the cold solution, and the temperature was raised to 20°C. The layers were separated and the organic layer was washed with additional 5 wt% EDTA»2Na (500 ml), followed by water (50 mL) and brine (250 mL). The organic layer, containing Compound 17, was concentrated to remove nitromethane, then the solvent was switched to THF.
Step 2: Michael-Lactolization – Nitro lactol

To Compound 17 in 2 volumes of THF (258 mL) from Step 1 under 2 and cooling at 0 °C, 1 equivalent of Hunig’s base was added. 1.15 equivalents of acrolein was added over 1 h via syringe pump at 0-5 °C. The reaction was stirred at -10-0 °C overnight. The resulting mixture was used directly in the next step.
Alternatively, the mixture was concentrated at 0-5 °C to remove excess acrolein, then the residue was flushed with acetonitrile until Hunig’s base and water are mostly removed. The residue was taken up in 8 volumes of acetonitrile and used directly in the next step.
Alternatively, at the end of the reaction the mixture was worked up by diluting with MTBE and washing with aqueous citric acid solution, and aqueous NaHCC solution, and the solvent was switched to acetonitrile. Alternatively, the end reaction mixture was taken forward directly to the next step.
Step 3: Dehydration – Nitro dihydropyrans

1.1 Equivalents of TEA was added to the acetonitrile solution of lactol 18 from Step 2 followed by 1.2 equivalents of mesyl chloride and 1.2 equivalents of S-collidine under < +10 °C . The reaction was aged at 10°C for 0.5-1 h. Alternatively, the end of the reaction mixture from Step 2 was cooled to between -20 °C to 0 °C. Two equivalents of S-collidine and 1.4 equivalents of mesyl chloride were then added. The mixture was heated to 36 °C and aged overnight. The mixture was cooled to room temperature. 15 volumes of MTBE was added and the solution was
washed with 3 volumes 10 wt% citric acid and 6 volumes water, 10 volumes water, then 3 volumes of 5% aHC03 solution and 6 volumes water. The organic was concentrated with 20 volumes of MTBE using 10 volumes MTBE. The organic solution was stirred with 20-30 wt% AQUAGUARD for 2 hours at room temperature. The mixture was filtered and washed with 2 volumes of MTBE.
Step 4: Dynamic Kinetic Resolution (DKR) crystallization – rraws-nitro-dihydropyran (19t)

The organic MTBE solution of Step 3 was solvent switched to 2 volumes of IPA and the final volume was -300 mL. 10 Mol% of TEA (or DAB CO or morpholine or DMAP) was added. Then water (1 15 mL) was slowly added over 3 hours. The slurry was filtered, washed with 80/20 IP A/water (2×100 mL) and vacuum dried under N2.
Step 5: Hydroboration/oxidation – Trans-nitro-pyranol

To a vessel charged with /raws-nitro-dihydropyran (10 g), MTBE (100 mL) was added under nitrogen. The mixture was stirred at room temperature to give a clear orange solution. The solution was cooled to +2 °C and borane dimethyl sulfide complex (9.55 ml) was added. The clear solution was aged for 2-5h until >99% conversion by HPLC analysis. The reaction was slowly quenched with water (7.25 ml) keeping at < +9 °C. After the solution was aged at 5°C for 5 min, water (78 mL) was added at < +13 °C. Solid sodium percarbonate (13.26 g, 84 mmol) was added. The suspension was stirred at 5 °C for 15h. The mixture was transferred to a separatory funnel with the aid of 60 mL MTBE and 20 mL water. The mixture was allowed to warm to room temperature. The aqueous phase was back-extracted with 40 mL MTBE. The combined organic phase was washed once with 30 mL half saturated sodium chloride solution, once with 15 mL brine and 15 mL 0.2N HC1, and once with 30 mL half-saturated sodium chloride solution. The organic layer was dried over a2S04. The organic was filtered, washed with 10 mL MTBE and concentrated to an oil. The oil was diluted to 200 mL for a 0.191M solution.
Step 6: Nitro Reduction/Boc protection – Pyranol

A 3 -neck jacketed round bottom flask equipped with overhead stirrier was charged with 0.191M (5R,6S)-5-nitro-pyran-3-ol (119 ml) (Compound 20) in ethanol and ethanol (32 ml). The solution was cooled to 1 1-12 °C. Cold 6N HC1 (19.55 ml, 1 17 mmol) was added at <
+17°C. Zinc dust (12.93 g) was added in five portions (5×2.59g) at < +26 °C. The mixture was stirred at 12 °C for 22 h. 1M K2C03 (76 mL) was added in one portion. MTBE (59 mL) was added then EDTA 2K 2H20 (22.55 g) was added over 10 min at < +14 °C. To the solution 45 wt% KOH (4.86 mL) solution was added. The solution was cooled to 5 °C, and 1.1 equivalents of B0C2O (5.46 g) was added. The solution was rinsed with MTBE (10 mL) and stirred at 5 °C for 2h, then at 12 °C for 16h, and then at 24 °C for lOh until >99.5% conversion. The solution was transferred to a separatory funnel with the aid of MTBE (30 mL) and water (5 mL). The organic layer was filtered and washed with MTBE (20 mL). The organic filtrate was concentrated. MTBE (60 mL), water (30 mL) and saturated sodium chloride solution (15 mL) were added. The mixture was warmed in a 30 °C bath to dissolve solid, and then concentrated. The concentrate was flushed with toluene in a 60 °C bath, then concentrated. Toluene (8.4 mL) was added and the mixture was heated to 80 °C. Heptane (70.8 mL) was added over lh at 80 °C, then cooled slowly to room temperature. The mixture was filtered and washed with 1 :2 toluene/heptane (23.55 mL), filterated and vacuum dried under nitrogen until a constant weight.
The purity could be further upgraded by the following procedure: a round bottom flask was charged with the product of Step 6 (7.069 g) from above. EtOH (21 mL) was added and the mixture was heated to 45 °C. Water (31.5 mL) was slowly added over 1 h at 45 °C. The mixture was aged for lh. Water (31.5 mL) was added in one portion, then cooled slowly to room temperature and aged overnight. The slurry was filtered and washed with 1 :3.5 EtOH/water (23.56 mL). Crystals were vacuum dried under nitrogen until a constant weight.
Alternatively, Compound 20 was reduced with 100 psi hydrogen in 20 volume wet THF in the presence of 10-30 wt% Raney nickel at 50 °C. Then the reaction mixture was basified with 2 equivalent of K2CO3 and a slight execess B0C2O to afford crude Compound 21 after aqueous work up.
Compound 7 was obtained from 21via oxidation as described in WO2013/003250.
S

Boc-mesyl-pyrazole solid 1 was added to 2.5 volumes of TFA at 0-2 °C, over 2-3 minutes under nitrogen, followed by 0.5 volume of TFA rinse. Conversion to TFA salt was complete within 0.5-lh at 1-2 °C. DMAc (14 vol) followed by triethylamine (5 equivalents or 2.3 volumes) were slowly added to the TFA reaction mixture at 0 °C maintaining < +20 °C. Boc-ketone 7 (0.89 equivalent) was then added at -15 °C followed by solid NaBH(OAc)3 (1.4 equivalents) which was added in three portions over lh. The reaction solution was aged at -15 °C overnight. The solution was then warmed to 22 °C, and after aging for 2-5 h. Diastereomeric ratio was > 96.5:3.5.
The solution was seeded with Boc amine 1 wt% at 22 °C and stirred at 22-40 °C for 2-4 h. 0.36 volume 28% ammonium hydroxide was added over 2-4 h, then, 3.64 volumes 28% ammonium hydroxide was added over 4-10h at 22-60 °C. After cooling to 22 °C, the batch was filtered, washed with 5: 1 DMAc/water, then water. The wet cake was vacuum dried under nitrogen at ambient affording the product. Diastereoselectivity was > 30: 1.
Boc Deprotection of Formula la

A reactor was charged with 2.5 X (by volume) of trifluoroacetic acid. The batch was cooled to 5-10 °C. The reactor was then charged with 0.4 X (by volume) water. The batch was cooled to 0-5 °C. The reactor was then charged with 1 equivalent (1 kg) of the compound of Formula la over 0.5-lh while maintaining the temperature between 0 -5°C. The reactor was then charged with 0.5 X (by volume) trifluoroacetic acid to reactor while maintaining the temperature between 0-5°C. The batch was then heated between 15-20°C and aged for 2-2.5 h. The batch was then cooled to between 5-10°C. A crystallizer was charged with water 5.0 X (by volume) and 0.1 X (by volume) of ammonia water and adjusted to between 3-13°C. To generate a seed bed, Compound I seed (lwt% vs la) was added and the temperature as adjusted to between 3-13°C. A solution of ammonia water 3.8 X (by volume) and of the compound of Formula la was added simultaneously to the seed bed over 2.5 – 3.5 hours while maintaining temperature at 3-13°C and pH -9-10. The batch was aged for at least 30 minutes and then filtered. The resulting crystals were washed with 3. OX (by volume) water at 3 – 13°C twice and vacuum dried at < 50°C to afford the compound of formula I.
//////WO 2016014324, New Patent, Omarigliptin, MERCK SHARP & DOHME CORP, MK-3102
DR ANTHONY MELVIN CRASTO

ORGANIC SPECTROSCOPY

